Ever wondered how manufacturers create those perfectly shaped aluminum components that fit your project like a glove? The answer lies in custom aluminum extrusion—a manufacturing process that transforms raw aluminum into precisely engineered profiles tailored to your exact specifications.
A custom aluminum extrusion profile is a purpose-designed aluminum shape created by heating aluminum billets and forcing them through a custom-engineered die to produce a specific cross-sectional geometry that meets unique project requirements.
Unlike off-the-shelf solutions, these specialized extrusions give engineers and designers the freedom to create application-specific components that standard stock simply cannot deliver. Whether you need complex geometries for architectural facades or precision channels for industrial equipment, custom profiles make it possible.
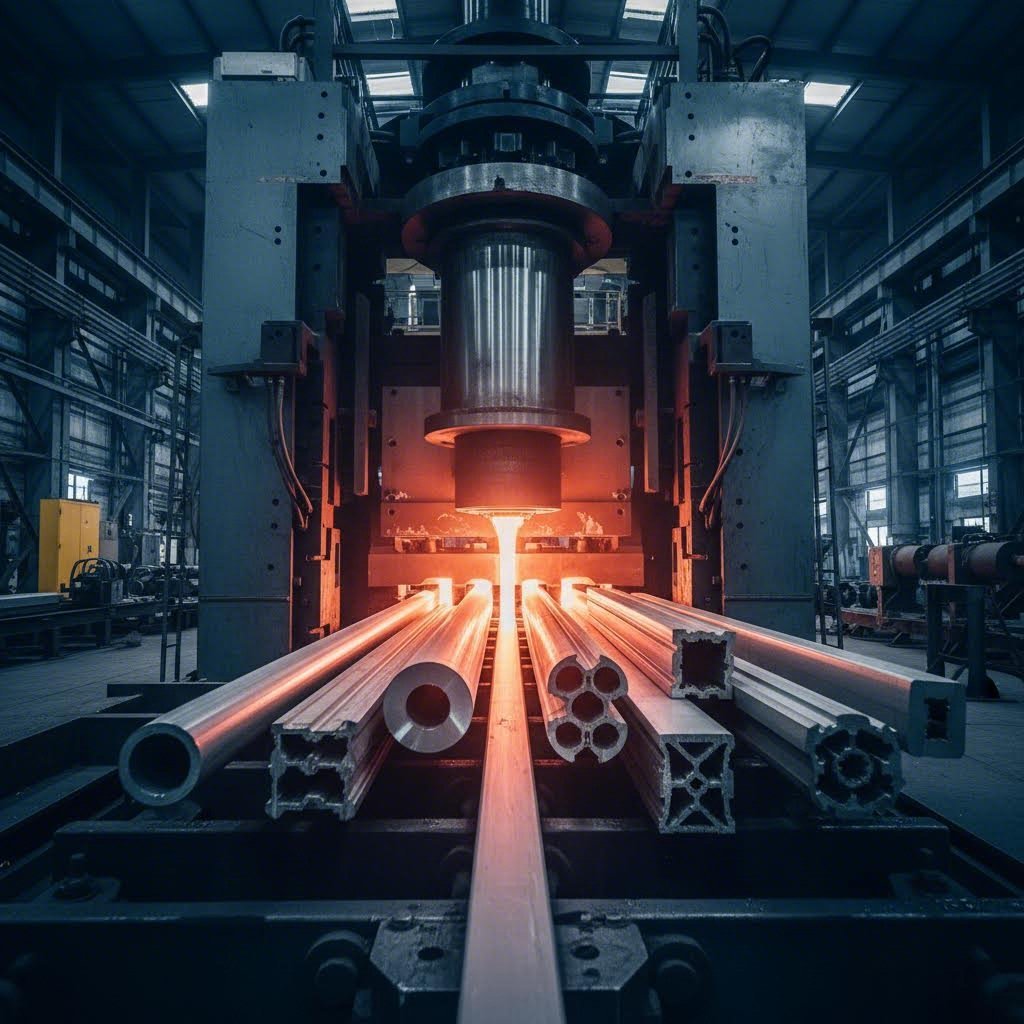
So, what is extrusion aluminum manufacturing all about? Imagine pushing Play-Doh through a shaped opening—the aluminum extrusion process works on the same principle, just with significantly more heat and pressure.
Here's how it works:
The result? Continuous lengths of extruded aluminum with remarkably consistent dimensions and properties throughout. According to Gabrian, these profiles typically emerge in 8-24 foot lengths and can be solid, hollow, or semi-hollow depending on the die design.
Standard aluminum extrusion profiles are pre-designed shapes—think basic angles, channels, and tubes—manufactured in high volumes and readily available from stock. They work great for general applications, but here's the catch: you must design your project around their limitations.
Custom aluminum extrusion profiles flip that equation entirely. Instead of adapting your design to fit available shapes, you create the exact profile your application demands. This approach offers several distinct advantages:
While standard extrusions serve commodity applications well, custom designs unlock possibilities that off-the-shelf options simply cannot match.
The cross-section is the DNA of every aluminum extrusion profile. It determines everything—from structural performance and weight to how the profile integrates with other components in your assembly.
When designing a custom cross-section, several factors come into play. Maintaining uniform wall thickness helps ensure even material flow during extrusion and consistent strength throughout the profile. Variations in thickness can cause uneven cooling, internal stress, or deformation—problems that impact both quality and production efficiency.
The best cross-sectional designs balance functionality with manufacturability. As production experts note, the principle of aluminum profile section design is to use the simplest process possible while satisfying functional requirements. Complex profiles with deep cavities, thin walls, or asymmetrical features require more sophisticated dies and careful process control.
This is precisely why early collaboration between designers and extrusion manufacturers proves so valuable. By understanding extrusion capabilities and constraints upfront, you can optimize your profile for both performance and production—avoiding costly redesigns and achieving better results from the start.
Now that you understand the fundamentals of custom aluminum extrusion profiles, the next critical decision awaits: which aluminum alloy should you choose? This decision directly impacts your profile's strength, appearance, corrosion resistance, and overall performance in your specific application.
Here's the reality—most manufacturers simply list available alloys without explaining when or why to choose each one. Let's change that by giving you a practical decision-making framework.
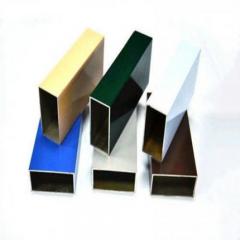
When aesthetics matter as much as function, 6063 aluminum stands out as the premier choice. Often called "architectural aluminum," this alloy has earned its reputation for producing extruded aluminum profiles with exceptional surface finish quality.
What makes 6063 special? Its composition—approximately 98.9% aluminum with 0.7% magnesium and 0.4% silicon—creates an ideal balance for extrusion. According to PSI Extrusions, this alloy responds exceptionally well to the extrusion process, making it the first pick for intricate designs and complex aluminum extrusion shapes.
Consider 6063 when your project requires:
The trade-off? 6063 offers moderate strength with a Brinell hardness value of 73, making it less suitable for applications demanding high structural loads. However, for aluminum angle trim pieces, decorative channels, and architectural profile aluminum applications, it delivers exactly what you need.
When strength takes priority over surface aesthetics, 6061 aluminum becomes your go-to alloy. This workhorse material contains higher amounts of copper, silicon, chromium, and iron than 6063—resulting in significantly greater tensile strength and durability.
The composition of 6061 typically includes 97.9% aluminum, 1.0% magnesium, 0.6% silicon, 0.28% copper, and 0.2% chromium. As noted by Triad Products, this alloy provides excellent weldability when proper filler materials are used, along with a superior machinability rating of 50%.
Choose 6061 aluminum for applications including:
With a Brinell hardness value of 95—significantly higher than 6063—this alloy handles demanding structural applications with confidence. The surface finish isn't quite as refined, but for industrial uses where function trumps form, 6061 delivers outstanding performance.
Choosing between alloys ultimately comes down to understanding your project's priorities. Ask yourself: Does my application demand maximum strength, or is surface appearance the deciding factor?
The following comparison table provides a quick reference for making this critical decision:
| Alloy Type | Strength Rating | Corrosion Resistance | Surface Finish Quality | Best Applications |
|---|---|---|---|---|
| 6063 | Fair (Brinell 73) | Great | Great | Architectural projects, window frames, decorative trim, furniture, signage |
| 6061 | Great (Brinell 95) | Good | Fair | Structural components, aerospace parts, machinery, transportation equipment |
| 5052 | Good | Excellent | Good | Marine environments, chemical exposure, highly corrosive conditions |
| 7075 | Excellent | Fair | Fair | High-stress aerospace applications, military equipment, competitive sports gear |
Beyond these common choices, specialty alloys serve demanding environments. According to Gabrian, 5XXX-series alloys should be strongly considered when corrosion is the primary concern, while 2XXX and 7XXX series alloys offer exceptional strength-to-weight ratios for aerospace and high-performance applications.
Here's a practical tip: if mild atmospheric corrosion concerns you, don't automatically reach for the most corrosion-resistant alloy. Instead, consider using 6061 or 6063 with secondary processes like anodizing or powder coating to enhance durability while maintaining other desirable properties.
Both 6061 and 6063 can be heat-treated to improve mechanical properties, giving you additional flexibility in optimizing your aluminum profile for specific requirements. The key is matching alloy characteristics to your application's real-world demands—not simply choosing the strongest or most corrosion-resistant option available.
With your alloy selected, the next step involves translating your design concept into a manufacturable profile. Understanding essential design guidelines ensures your custom extrusion can actually be produced efficiently and cost-effectively.
You've selected the perfect alloy for your project—now comes the real challenge. How do you translate your design concept into an aluminum extruded shape that manufacturers can actually produce efficiently? The answer lies in understanding the fundamental design principles that separate successful extrusions from costly failures.
Many engineers learn these lessons the hard way, discovering during production that their profile requires expensive die modifications or simply cannot be extruded as designed. Let's help you avoid those pitfalls by exploring the critical guidelines that ensure your custom aluminum extrusion profile is manufacturable from day one.
Wall thickness might seem like a simple specification, but it's actually one of the most critical factors affecting both extrudability and cost. Get it wrong, and you'll face everything from die breakage to surface defects on your finished profiles.
Here's what you need to know: according to the Aluminum Extruders Council, keeping wall thicknesses uniform throughout your profile is essential. Thick-thin junctions create uneven metal flow during extrusion, leading to distortion, potential die breakage, or visible surface defects.
Sounds complex? Consider these practical guidelines:
The relationship between wall thickness and profile complexity also affects die life. Profiles with extreme thickness variations put uneven stress on the die, reducing its lifespan and increasing your long-term production costs.
Sharp corners are the enemy of efficient extrusion. When heated aluminum flows through a die, sharp internal or external corners create stress concentrations that can damage the die and produce surface defects on your profile.
The solution? Generous radii at every transition point. As noted by extrusion design experts, transitions should be streamlined with generous radii at any thick-thin junction. This approach ensures smooth metal flow and extends die life significantly.
Follow these corner radii best practices:
Think about it this way: every sharp corner in your design is a potential failure point during production. By incorporating appropriate radii from the start, you're not just improving manufacturability—you're reducing rejection rates and ensuring consistent quality across your production run.
When designing aluminum extruded shapes, one of your earliest decisions involves choosing between solid, hollow, and semi-hollow configurations. Each category presents distinct manufacturing considerations that impact cost, complexity, and production feasibility.
According to the Aluminum Extruders Council, extrusion shapes fall into three categories:
Why does this distinction matter? Hollow and semi-hollow profiles require more sophisticated dies with internal mandrels or "tongues" that form the interior void. These dies are more expensive to manufacture and more susceptible to breakage—particularly when dealing with deep, narrow tongues or asymmetrical voids.
The practical advice from industry experts is clear: minimize hollows where possible. Complex profiles with multiple cavities, deep recesses, or irregular geometries require more intricate dies, higher extrusion pressure, and slower production speeds.
Before committing to a hollow design, ask yourself: could two simpler extrusions joined mechanically achieve the same result at lower cost? Sometimes the answer is yes—and the savings in die tooling and production costs can be substantial.
Beyond individual design elements, the overall complexity of your profile dramatically affects both die design and production feasibility. Understanding these relationships helps you make informed trade-offs between functionality and manufacturability.
Here are the key principles engineers must follow for optimal extrusion aluminum design:
When asymmetrical designs are unavoidable, expect them to require special attention during production. Asymmetric profiles may need slower extrusion speeds, more frequent die adjustments, or specialized handling—all of which can increase costs.
Much like router bit profiles that must balance cutting geometry with manufacturing feasibility, your extrusion design must balance functional requirements with production realities. The key is engaging with your extrusion manufacturer early in the design phase. They can provide valuable feedback on flow balance, die feasibility, and cost-saving opportunities before you finalize your specifications.
With these design principles in hand, you're ready to navigate the complete workflow from initial concept through full production—a journey that transforms your optimized profile design into real-world components.
You've optimized your design for manufacturability—now what happens next? Understanding the complete journey from concept to finished product helps you plan timelines, allocate budgets, and communicate effectively with your manufacturing partner.
Surprisingly, few resources explain this workflow thoroughly. Most engineers piece together information from scattered sources, often learning critical details only after delays or unexpected costs arise. Let's walk through each phase so you know exactly what to expect when ordering custom aluminum extrusions.
The journey begins long before any aluminum gets heated. This initial phase establishes the foundation for everything that follows—and getting it right saves significant time and money downstream.
Here's the complete workflow from initial concept through production:
What information do manufacturers need to provide accurate quotes? According to industry sources, you should prepare the following before requesting quotes:
The more complete your information, the more accurate your quote will be—and the fewer surprises you'll encounter during production.
The aluminium extrusion dies represent both the heart of the process and your primary upfront investment. Understanding how these precision tools are created helps you appreciate why die quality matters so much to final product quality.
Dies are typically machined from H13 tool steel—a material chosen for its exceptional hardness, heat resistance, and durability under repeated high-pressure extrusion cycles. As noted by ALLWIN Hardware, high-quality die design ensures accuracy, material flow balance, and minimal production defects.
Here's what happens during aluminum extrusion die creation:
Think of die development as a one-time investment that enables ongoing production. Once your die exists, it can produce thousands of feet of your custom extrusion profile. According to Profile Precision Extrusions, reputable manufacturers maintain, repair, or replace dies as needed—and for regularly ordered projects, some even invest in backup tooling at their own expense.
You pay for the die only once. This upfront cost—typically ranging from several hundred to several thousand dollars depending on complexity—amortizes across your total production volume, making custom aluminum profile extrusion increasingly economical as quantities grow.
Before committing to full production, sample extrusion runs give you the opportunity to verify that your custom extrusion meets specifications. This critical checkpoint prevents costly mistakes from propagating through your entire order.
What happens during sample runs? The manufacturer extrudes a limited quantity using your new die, then performs dimensional inspections and visual quality checks. You'll receive sample pieces to evaluate against your requirements—checking dimensions, surface quality, and fit with mating components.
According to production experts, once you give your die trial samples the green light, your project is poised for production. Depending on your project scope, you may need extrusions for pre-production builds, customer samples, or thousands of pieces for customer orders.
During sample approval, watch for these key factors:
If adjustments are needed, now is the time. Die modifications at this stage are far less expensive than discovering problems after full production. The manufacturer may adjust bearing lengths, polish certain areas, or make minor geometry corrections to achieve optimal results.
One important planning consideration: lead times for production volumes vary based on mill capacity and process complexity. As Profile Precision Extrusions notes, most mills provide a ship date rather than a delivery date—so factor in transit time when planning when your order will arrive.
Be realistic about timelines. In busy periods, a mill may have 200-300 orders in various production stages. Building a strong relationship with your manufacturer means understanding their lead times and planning accordingly rather than expecting orders to jump to the front of the line.
With samples approved and production underway, understanding size capabilities and tolerance specifications ensures your profile meets the precision requirements your application demands.
Your design looks perfect on screen—but will it actually fit within manufacturing capabilities? Understanding press capacity constraints and dimensional tolerances before finalizing specifications saves you from costly redesigns and production delays.
Many engineers discover size limitations only after submitting designs for quotes. Let's explore the technical specifications you need to ensure your custom aluminum extrusion profile is manufacturable from the start.
Here's a fundamental truth about aluminum extrusion: your profile's maximum size is ultimately determined by press tonnage. The larger and more powerful the press, the bigger and more complex the aluminum profiles it can produce.
Extrusion presses range dramatically in capacity—from smaller units around 600 tons to massive machines exceeding 5500 tons. According to Sinoextrud, manufacturers using 2000-3600 ton press machines routinely extrude profiles up to 400mm in width, while most commercial presses handle up to 600mm widths for standard applications.
But press tonnage isn't the only constraint. Several interconnected factors determine what's achievable:
The following table illustrates the general relationship between press capacity and profile capabilities:
| Press Capacity (Tons) | Typical Max Profile Width | Profile Complexity | Best Applications |
|---|---|---|---|
| 600-1000T | Up to 150mm | Simple to moderate | Small aluminum extrusions, basic channels, angles |
| 1000-2000T | Up to 250mm | Moderate complexity | Standard architectural profiles, industrial components |
| 2000-3600T | Up to 400mm | High complexity | Large structural profiles, multi-void hollows |
| 3600-5500T+ | 400mm and beyond | Very high complexity | Large aluminum extrusions, heavy industrial applications |
What if your design exceeds available press capacity? According to industry experts, one practical solution involves splitting larger designs into two or more profiles that can be joined after extrusion. This approach often proves more economical than seeking out rare ultra-large press capacity.
Here's a pro tip: always ask potential suppliers for their "maximum circumscribing circle diameter" capability. This single specification tells you immediately whether your design is feasible—preventing rejection after you've already invested time in detailed drawings.
Precision matters when your extruded aluminum shapes must integrate with other components. But how tight can tolerances realistically get? Understanding standard specifications helps you set achievable requirements without over-engineering—and overpaying.
The ANSI H35.2-2024 standard provides the authoritative reference for dimensional tolerances on aluminum mill products. This comprehensive document specifies acceptable variations for thickness, width, length, diameter, and other critical dimensions across various aluminum product forms.
When applying dimensioning and tolerancing to your aluminum extrusion profile, consider these typical tolerance categories:
Need tighter specifications than standard tolerances allow? Secondary machining operations can achieve precision far beyond as-extruded capabilities—but at additional cost. The key is specifying tight tolerances only where functionally necessary.
Think of tolerance specification like referencing a screw dimensions chart—you need the right precision for the application, but over-specifying creates unnecessary expense. Critical mating surfaces might require tight control, while non-functional dimensions can accept standard tolerances.
Beyond raw size, profile complexity significantly impacts what's achievable within any given press capacity. Understanding these factors helps you optimize designs for both performance and manufacturability.
Wall thickness plays a crucial role in extrusion feasibility. As manufacturing experts note, wall thickness is a critical factor that impacts both strength and cost. Thinner walls require more precise die control and slower extrusion speeds, effectively reducing the maximum profile size achievable on any press.
Profile width interacts directly with press capacity. Wider extrusion profiles require more force to push through the die, meaning a 300mm-wide profile demands significantly more press tonnage than a 100mm-wide profile of similar complexity.
The circumscribing circle diameter remains the single most important size specification. According to Sinoextrud, you should always request this measurement when dealing with any supplier—it ensures your design won't be rejected after the drawing stage.
Consider these complexity factors when designing your profiles:
The practical takeaway? Simpler profiles can be extruded larger, faster, and more economically. When your application demands both large size and high complexity, expect to invest in larger press capacity—and correspondingly higher tooling and production costs.
With size capabilities and tolerances clearly understood, the next consideration involves how surface treatments can enhance your profile's performance and appearance for its intended application.

Your custom aluminum extrusion profile is extruded and meets dimensional specifications—but the journey isn't complete yet. Surface treatment transforms raw aluminum into a finished component that performs reliably in its intended environment while achieving the exact appearance your application demands.
Most resources simply list finishing options without explaining when to choose each one. Let's change that by giving you practical guidance for selecting the right surface treatment based on your specific performance requirements, environmental conditions, and aesthetic goals.
Anodizing remains the most popular finish for aluminium extrusion profiles—and for good reason. This electrochemical process creates a durable oxide layer that becomes an integral part of the aluminum surface rather than a coating that might peel or chip.
What makes anodizing special? The process converts the outer aluminum surface into aluminum oxide, creating a hard, porous layer that accepts dyes and resists corrosion naturally. According to HTS Aluminum, anodizing options range from clear finishes that preserve aluminum's natural metallic appearance to vibrant colors including champagne, bronze, black, and even rose gold tones.
Consider anodizing when your application requires:
Standard anodizing thickness ranges from 5-25 microns for architectural applications. Thicker anodic layers provide greater corrosion protection but may slightly affect color intensity. For extruded aluminum trim in high-traffic areas, harder "Type III" anodizing offers maximum wear resistance—though at higher cost and with more limited color options.
When color variety and impact resistance matter most, powder coating delivers what anodizing cannot. This finish applies electrostatically charged dry powder particles that are then cured under heat to form a tough, continuous film.
According to Prance Building, powder coating offers a broad palette of colors and textures at a competitive price point. It's particularly suitable for interior applications in offices, retail, and hospitality environments where budget flexibility and color options matter.
Powder coating excels in these situations:
For bespoke aluminium extrusion projects requiring unique aesthetic treatments, powder coating's versatility makes it the go-to choice. Modern powder formulations can also meet fire performance and VOC requirements for interior architectural applications.
The trade-off? Powder coatings don't match anodizing's hardness and may show wear in high-abrasion environments. They're also applied as a layer rather than integrated into the aluminum, meaning coating thickness (typically 60-120 microns) must be factored into tight-tolerance assemblies.
When standard finishes fall short of your performance requirements, specialty treatments offer solutions for the most demanding environments. Understanding these options helps you specify the right protection for challenging conditions.
PVDF Coatings for Exterior Excellence
For exterior applications and coastal environments, PVDF (polyvinylidene fluoride) coatings represent the industry standard for long-life performance. According to Prance Building, these multi-layer fluoropolymer systems offer superior resistance to UV degradation, chemical exposure, and chalking.
PVDF maintains color and gloss far longer than standard powder coats and resists staining from pollution and salty air. For seaside resorts, external soffits, and high-UV locations, PVDF is typically the recommended choice despite its higher cost and narrower range of specialty textures.
Micro-Arc Oxidation (MAO)
This advanced process creates ceramic-like coatings through plasma discharge at the aluminum surface. The resulting finish offers exceptional hardness, thermal resistance, and electrical insulation properties beyond what conventional anodizing achieves.
Wood Grain Transfer Printing
For architectural aluminium extrusion profiles requiring natural wood aesthetics, transfer printing applies photorealistic wood patterns over powder-coated surfaces. This technique delivers the visual warmth of timber with aluminum's durability and low maintenance requirements.
Selecting the right finish ultimately depends on balancing three factors:
For projects where longevity and low maintenance are priorities—especially in corrosive coastal environments—invest in premium finishes upfront. As industry experts advise, specify PVDF for external use and high-exposure interiors, reserving high-quality powder coat for budget-conscious interior programs.
With surface treatment selected, your attention naturally turns to the secondary operations that transform finished extrusions into ready-to-install components—from precision machining to complex assembly services.
Your custom aluminum extrusion profile emerges from the press with the right shape and surface finish—but it's rarely ready for immediate installation. The gap between extruded profiles and finished components is bridged by secondary operations that transform raw extrusions into precisely machined, assembled, and ready-to-use parts.
Here's what many engineers overlook: planning for secondary operations during the initial design phase can dramatically optimize your overall project. Understanding these capabilities upfront helps you design smarter, reduce assembly complexity, and potentially consolidate multiple components into a single custom extrusion.
Common secondary operations for custom extrusions include:
When your custom extruded aluminum requires holes, slots, threads, or precise length cuts, CNC machining delivers the accuracy that manual processes simply cannot match. Modern machining centers transform continuous extrusion lengths into finished components ready for assembly.
What operations can CNC machining accomplish? According to RapidDirect, post-extrusion fabrication allows manufacturers to correct dimensions and add features impossible to achieve during the extrusion process itself.
Typical CNC operations for aluminum extrusion rails and structural profiles include:
The precision advantage matters most for small aluminum extrusions used in electronics enclosures, equipment frames, and precision assemblies. CNC machining achieves dimensional accuracy far tighter than as-extruded tolerances—often ±0.002" or better on critical features.
Planning tip: design your extrusion profile with machining access in mind. Features that require complex fixturing or multiple setups add cost. Profiles designed for easy clamping and single-setup machining reduce per-piece processing time significantly.
Straight extrusions don't suit every application. When your design calls for curves, arcs, or complex three-dimensional shapes, specialized bending processes transform linear profiles into curved aluminum extrusion components.
According to Alubend, a wide range of aluminum profiles can be formed through bending processes—including standard extruded shapes such as angles, channels, tubes, and bars. Additionally, more complex profiles with custom geometries can also be formed, allowing for unique designs and precise specifications.
Aluminum profile bending involves applying controlled pressure and force to carefully bend profiles without compromising their structural integrity. The process finds applications across industries including:
Not all profiles bend equally well. Hollow sections and symmetrical profiles typically form more predictably than asymmetrical or thin-walled designs. If curved components are essential to your project, discuss bending requirements with your manufacturer early—sometimes minor profile modifications improve formability dramatically.
The key insight from bending specialists: the versatility of aluminum as a material, coupled with expertise in profile bending techniques, enables formation of diverse profiles to suit various applications. Consider bending capabilities when designing your custom profile rather than treating it as an afterthought.
Beyond individual operations, the real efficiency gains come from integrated fabrication services that deliver fully assembled components rather than loose parts requiring your own assembly labor.
Modern aluminum extrusion companies offer comprehensive fabrication capabilities including:
As noted by the Aluminum Extruders Council, there are practical limitations to design flexibility—but often minor tweaks to the design can yield significant benefits in extrudability and cost. The same principle applies to fabrication: designing for efficient secondary processing reduces overall project costs.
Why does integrated service matter? When die development, extrusion, finishing, and fabrication happen under one roof, communication errors between suppliers disappear. Your project manager coordinates everything, eliminating the delays and finger-pointing that occur when multiple vendors handle different process stages.
Manufacturers with comprehensive capabilities streamline production significantly. For example, Shengxin Aluminium operates 35 extrusion presses ranging from 600T to 5500T alongside advanced CNC machining centers—providing end-to-end support from die development through precision cutting, drilling, and bending to meet exact specifications. This integrated approach simplifies project management by eliminating the coordination burden of working with multiple suppliers.
When evaluating extrusion products and services, consider total project efficiency rather than individual operation costs. A slightly higher per-piece price from an integrated supplier often delivers lower total cost than coordinating separate vendors for extrusion, finishing, machining, and assembly.
The practical takeaway: discuss secondary operation requirements during initial project planning. Manufacturers can often suggest profile modifications that simplify downstream processing, incorporate features that eliminate separate operations, or identify opportunities to consolidate multiple components into a single custom extrusion design.
With secondary operations understood, the next critical consideration involves budgeting realistically for your custom extrusion project—understanding the cost factors that influence pricing from tooling through production.
How much will your custom aluminum extrusion profile actually cost? It's the question every project manager asks—and the answer involves more variables than most realize. Understanding these cost drivers upfront helps you budget accurately, avoid surprises, and make design decisions that optimize value without sacrificing functionality.
Unlike stock aluminum extrusions that come with straightforward per-foot pricing, custom aluminum products involve multiple cost components that combine to determine your total investment. Let's break down each factor so you can plan your project with confidence.
The aluminum extrusion dies represent your primary upfront investment—and it's a one-time cost that enables all future production. Think of it as the price of admission to custom manufacturing: once your die exists, it produces your exact profile repeatedly without additional tooling charges.
According to Gabrian International, tool costs for extrusion dies used in normal architectural and industrial applications typically range from $400 to $1,000. For large aluminum extrusions requiring 2,000-4,000 ton presses, tooling costs can reach as high as $2,000.
What drives aluminum extrusion tooling costs higher? Several factors come into play:
Here's encouraging news: according to industry sources, some manufacturers refund tool costs if a stipulated quantity is purchased within two years. Most also replace worn dies at no charge as long as orders continue—making aluminum extrusion tooling increasingly economical for ongoing production relationships.
Normal tool turnaround time runs 3-4 weeks, with production following within a week of sample approval. Plan your project timeline accordingly, especially for first-time orders where die development represents the critical path.
Beyond tooling, several ongoing factors influence your per-piece aluminum extrusion cost. Understanding these helps you make informed trade-offs during design and specification.
Raw Material Pricing
The base price of aluminum fluctuates based on global markets, and this directly impacts your project costs. According to Gabrian, aluminum pricing has varied anywhere from $1,500 to $3,500 per metric ton in recent years—a significant swing that affects project economics.
What causes these fluctuations? Global demand, electricity costs (aluminum smelting is energy-intensive), and political factors all play roles. For example, environmental restrictions in China and the Russia-Ukraine conflict have both impacted aluminum availability and pricing.
For projects with ongoing production needs, some manufacturers offer the option to lock in aluminum pricing by purchasing material in advance. This approach makes costs more predictable for long-term programs.
Alloy Selection Impact
Different aluminum grades carry different price tags. Standard alloys like 6063 and 6061 are readily available and competitively priced. Specialty alloys—particularly those in the 2XXX or 7XXX series—may require special ordering and carry premium pricing.
Complexity and Production Speed
Profile complexity affects how fast extrusions can be produced. Simple solid shapes extrude quickly; intricate hollow profiles with tight tolerances require slower speeds and more careful process control. This directly impacts per-piece costs, especially for smaller orders where setup time represents a larger percentage of total production time.
Surface Finishing Costs
Post-extrusion finishing adds measurable cost. According to Gabrian, typical finishing costs include:
Minimum order quantities (MOQs) often surprise first-time buyers of custom aluminum products. These requirements exist for legitimate technical and economic reasons—not simply to increase order sizes.
According to KMC Aluminium, several factors drive MOQ requirements:
Lead Time Expectations
Realistic timeline planning prevents project delays. According to industry sources, expect these typical timeframes:
For repeat orders using existing dies, production lead times shorten significantly since tooling already exists. This is where the one-time die investment pays ongoing dividends.
Cost Optimization Strategies
Smart design decisions can reduce costs without compromising functionality. Consider these approaches:
The bottom line? Simpler profiles with standard alloys typically offer the best economics for high-volume production. But even complex custom designs become cost-effective when volume justifies the tooling investment—particularly when that investment enables ongoing production over months or years.
With cost factors clearly understood, the next step involves exploring the diverse applications where custom aluminum extrusion profiles deliver value across industries—from architectural facades to industrial automation systems.

Where do custom aluminum extrusion profiles actually end up? The answer spans virtually every industry you can imagine—from the sleek window frames in modern skyscrapers to the precision heat sinks cooling your laptop's processor. Understanding this breadth of applications helps you recognize opportunities where custom profiles might solve challenges in your own projects.
According to Hydro Extrusion, aluminum extrusions transform aluminum alloy into an extraordinary variety of products for consumer and industrial markets—spanning electronics, automotive, mass transit, bridge decking, telecommunications, solar energy, and far beyond.
What's fascinating is how the same fundamental extrusion capabilities serve dramatically different purposes depending on whether aesthetics or pure function takes priority. Let's explore both worlds.
When appearance matters as much as performance, architectural aluminum extrusions deliver the perfect combination of visual elegance and lasting durability. These applications prioritize surface finish quality, precise dimensions, and consistent appearance across large installations.
As noted by Extrude-A-Trim, the alluring factor for architectural aluminum is its finishing characteristics—making it ideal for applications where aesthetics drive design decisions.
Common architectural applications include:
According to Ionthis, architectural extrusions typically come in long lengths—from 1 foot to 20+ feet—and are used for window and door frames, curtain walls, louvers, handrails, and construction industry structures. The minimal secondary processes required usually include cutting, powder coating, anodizing, or plating.
For architectural applications, alloy 6063 dominates due to its superior surface finish and excellent anodizing response. Projects requiring industrial pipe shelving aesthetics or visible structural elements benefit from 6063's ability to achieve consistent, attractive appearances across large quantities.
Industrial applications flip the priority equation—here, function trumps form. Strength, precision, thermal performance, and reliability matter far more than cosmetic perfection. These extruded profiles often work behind the scenes, invisible to end users but critical to system performance.
According to Extrude-A-Trim, structural aluminum is used because of its strength, weldability, formability, and corrosion resistance—making it ideal for demanding engineering applications.
Key industrial applications include:
Industrial components typically require alloy 6061 for its higher strength and better weldability. These parts often undergo extensive secondary machining—drilling, tapping, milling—to create precise features for component mounting and system integration.
As Hydro Extrusion explains, aluminum conducts heat efficiently, making the metal commonly found in automobile radiators, air conditioners, nuclear reactors, and heating/cooling devices for computers and electronics. Extruded aluminum tubing also houses coaxial cables because it's non-magnetic—useful for high-voltage applications and areas where magnetic fields come into play.
Beyond traditional architectural and industrial uses, custom aluminum extrusion profiles are finding new applications in sectors where lightweight strength, corrosion resistance, and design flexibility create competitive advantages.
Transportation and Automotive
According to Hydro Extrusion, aluminum extrusions are ideal for the transportation industry where the strength-to-weight ratio is critical. Applications include engine blocks, transmission housings, panels, roof rails, and chassis components for cars, boats, trucks, and railway vehicles. The push toward lighter-weight automobiles—exemplified by vehicles like the Ford F-150 that shed 700 pounds through aluminum construction—continues driving demand for custom extrusions.
Electronics and Telecommunications
The electronics sector relies heavily on aluminum extrusions for:
Renewable Energy
Solar panel mounting systems represent one of the fastest-growing applications for aluminum extrusion services. Custom profiles create:
The construction industry also benefits from aluminum's natural corrosion resistance. As Hydro notes, extruded aluminum components resist distortion caused by weather and building movement, retaining strength and flexibility under loads while springing back from impact shock.
Bridging Both Worlds
What makes custom aluminum extrusions so versatile? The same manufacturing process—heating billets and forcing them through precision dies—produces profiles for both a luxury hotel's glass curtain wall and an automated factory's robotic workcell. The difference lies in alloy selection, finish specification, and tolerance requirements rather than fundamental capability.
This unified manufacturing approach means your extrusion partner can serve projects across the entire spectrum—from visible architectural elements demanding flawless aesthetics to hidden industrial components prioritizing dimensional precision and mechanical performance.
Whether your application falls into traditional categories or emerging sectors, the key is matching profile design, alloy choice, and surface treatment to your specific performance requirements. Understanding this full range of possibilities helps you recognize opportunities where a custom aluminum extrusion profile might outperform alternative materials or manufacturing methods.
With applications spanning such diverse industries, the final consideration becomes finding the right manufacturing partner—one with the capabilities, experience, and technical support to bring your custom extrusion project from concept to successful production.
You've absorbed the technical knowledge—alloy selection, design guidelines, tolerances, finishing options, and cost factors. Now comes the decision that determines whether all that preparation translates into project success: selecting the right custom aluminum extruders to manufacture your profiles.
This choice matters more than many engineers realize. The wrong partner means missed deadlines, quality issues, and frustrating communication breakdowns. The right one delivers profile precision extrusions that meet specifications consistently while providing the technical support that makes your job easier.
So where to buy aluminum extrusion services that match your project's demands? Let's walk through the evaluation criteria that separate capable manufacturers from those who'll leave you struggling.
Not all aluminum extrusion suppliers offer the same capabilities. Before requesting quotes, assess whether potential partners can actually handle your project's specific requirements.
Use this checklist when evaluating custom extrusion aluminum manufacturers:
According to Orange Aluminum, experienced providers possess comprehensive knowledge of the extrusion process, have refined their techniques, and can offer valuable insights to optimize your designs. They're also more likely to deliver consistent quality and meet your specific requirements.
When searching for top aluminum suppliers for custom products, prioritize those with proven track records and transparent communication about their capabilities and limitations.
Even the best manufacturing partner needs complete, accurate information to deliver outstanding results. How you prepare your project directly impacts timeline, cost, and quality outcomes.
Before contacting aluminum extrusion suppliers, gather these essential details:
As Richardson Metals advises, working closely with your engineering team ensures that your design meets the specific requirements of your application before engaging with manufacturers. This preparation prevents costly redesigns during production.
Communication quality matters throughout the project. According to industry experts, good customer support and effective communication are critical for a successful partnership. Evaluate responsiveness, willingness to address concerns, and ability to provide timely updates on project progress.
Finding certified aluminum suppliers for custom products requires balancing multiple factors—but the effort pays dividends throughout your project lifecycle. A capable partner doesn't just manufacture parts; they become an extension of your engineering team.
Consider manufacturers offering comprehensive, integrated capabilities. For example, Shengxin Aluminium demonstrates what a full-service partner looks like: over 30 years of industry experience, 35 advanced extrusion presses spanning 600T to 5500T capacity, state-of-the-art CNC machining centers for precision secondary operations, and diverse surface treatments including anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation. This integrated approach—from die development through finishing and fabrication—simplifies project management while ensuring consistent quality control.
When evaluating any manufacturer, ask these questions:
The answers reveal whether a manufacturer operates as a true partner or simply a transactional supplier.
You now possess the knowledge to navigate custom aluminum extrusion projects confidently—from understanding what makes profiles truly custom through alloy selection, design optimization, production workflows, and cost planning. This foundation empowers you to ask the right questions, set appropriate expectations, and recognize capable partners when you find them.
Your next step? Reach out to potential manufacturers with your project specifications. Request quotes that include die costs, per-piece pricing at various volumes, and realistic lead times. Compare not just prices but also the depth of technical support offered, breadth of capabilities available, and responsiveness of communication.
The right custom extrusion aluminum partner transforms your carefully designed profile from digital concept into physical reality—delivering the exact specifications your application demands while supporting you through every phase from sketch to shipping.
Custom aluminum extrusion costs include several components: die tooling (typically $400-$2,000 as a one-time investment), raw material costs based on aluminum market prices ($1,500-$3,500 per metric ton), and finishing costs ($800-$1,400 per metric ton for anodizing or powder coating). Profile complexity, alloy selection, and order volume significantly impact per-piece pricing. Simpler profiles with standard 6063 or 6061 alloys offer the best economics, while manufacturers like Shengxin Aluminium provide factory-direct pricing that can reduce overall project costs.
6063 aluminum (Brinell hardness 73) offers superior surface finish and corrosion resistance, making it ideal for architectural applications like window frames and decorative trim. 6061 aluminum (Brinell hardness 95) provides significantly higher tensile strength and better weldability, suited for structural components, aerospace parts, and machinery frames. Choose 6063 when aesthetics matter most; select 6061 when load-bearing capacity is the priority.
Maximum profile size depends on press tonnage. Presses ranging from 600T handle profiles up to 150mm width, while larger 3600T-5500T presses extrude profiles exceeding 400mm width. The circumscribing circle diameter (CCD)—the smallest circle containing your profile's cross-section—determines feasibility. Profiles under 8 inches CCD are most economical. For larger designs, splitting into multiple profiles joined after extrusion often proves more practical than seeking rare ultra-large press capacity.
Custom aluminum extrusion timelines typically include: die creation (2-4 weeks), sample approval (1-2 weeks), and production runs (1-3 weeks depending on quantity and finishing). Total lead time for first orders ranges from 5-9 weeks. Repeat orders using existing dies ship much faster since tooling already exists. Integrated manufacturers offering extrusion, finishing, and fabrication under one roof—like facilities with 35+ presses and CNC machining centers—often deliver shorter lead times by eliminating coordination between multiple vendors.
Common surface treatments include anodizing (clear or custom colors like champagne, bronze, and rose gold), powder coating (unlimited color options with matte, satin, or gloss finishes), PVDF coatings (superior UV and chemical resistance for exterior applications), and specialty finishes like micro-arc oxidation and wood grain transfer printing. Anodizing creates an integrated oxide layer ideal for metallic aesthetics, while powder coating offers better impact resistance and color variety. Select based on environment exposure, aesthetic requirements, and durability needs.




 un service en ligne
un service en ligne 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 français
français English
English Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська