What is an aluminum extrusion, and why does the specific alloy you choose matter so much? At its core, an extrusion aluminum alloy is a specially formulated metal composition designed to be forced through a shaped die under extreme pressure and heat, creating precise cross-sectional profiles. Think of it like pushing toothpaste through a tube—except the "toothpaste" is heated aluminum alloy reaching temperatures of 400-500°C, and the "tube opening" is a precision-engineered die that shapes the metal into everything from simple rods to complex hollow structures.
The aluminum extrusion process transforms a solid cylindrical billet into intricate shapes through a fascinating combination of heat, pressure, and metallurgical science. When you heat an aluminum alloy billet to its optimal temperature range, it becomes malleable enough to flow through die openings under hydraulic pressures reaching up to 15,000 tons. The result? Extruded aluminum profiles that emerge fully formed, ready for cooling, straightening, and finishing.
But here's what many engineers overlook: aluminum is an alloy, meaning pure aluminum gets combined with other elements like silicon, magnesium, copper, or zinc to achieve specific performance characteristics. Each alloy composition responds differently to the extrusion process and delivers distinct mechanical properties in the finished product.
Why does alloy selection fundamentally determine your project's success? Different aluminum alloys exhibit varying levels of strength, corrosion resistance, formability, and thermal conductivity. According to BRT Extrusions, high-strength alloys in the 6000 series offer excellent structural integrity for aerospace and automotive applications, while alloys in the 5000 series provide superior corrosion resistance for marine environments.
Understanding the relationship between alloy composition, temper designation, and application requirements transforms aluminum extrusion from a simple manufacturing process into a strategic engineering decision that directly impacts product performance, longevity, and cost-effectiveness.
This guide delivers what most resources lack: comprehensive coverage of all seven alloy series (1xxx through 7xxx), clear explanations of temper designations like T4, T5, and T6, detailed mechanical property comparisons, and practical application guidance. Whether you're designing architectural facades, automotive components, or industrial equipment, you'll discover exactly how to match your project requirements to the perfect extrusion aluminum grade.
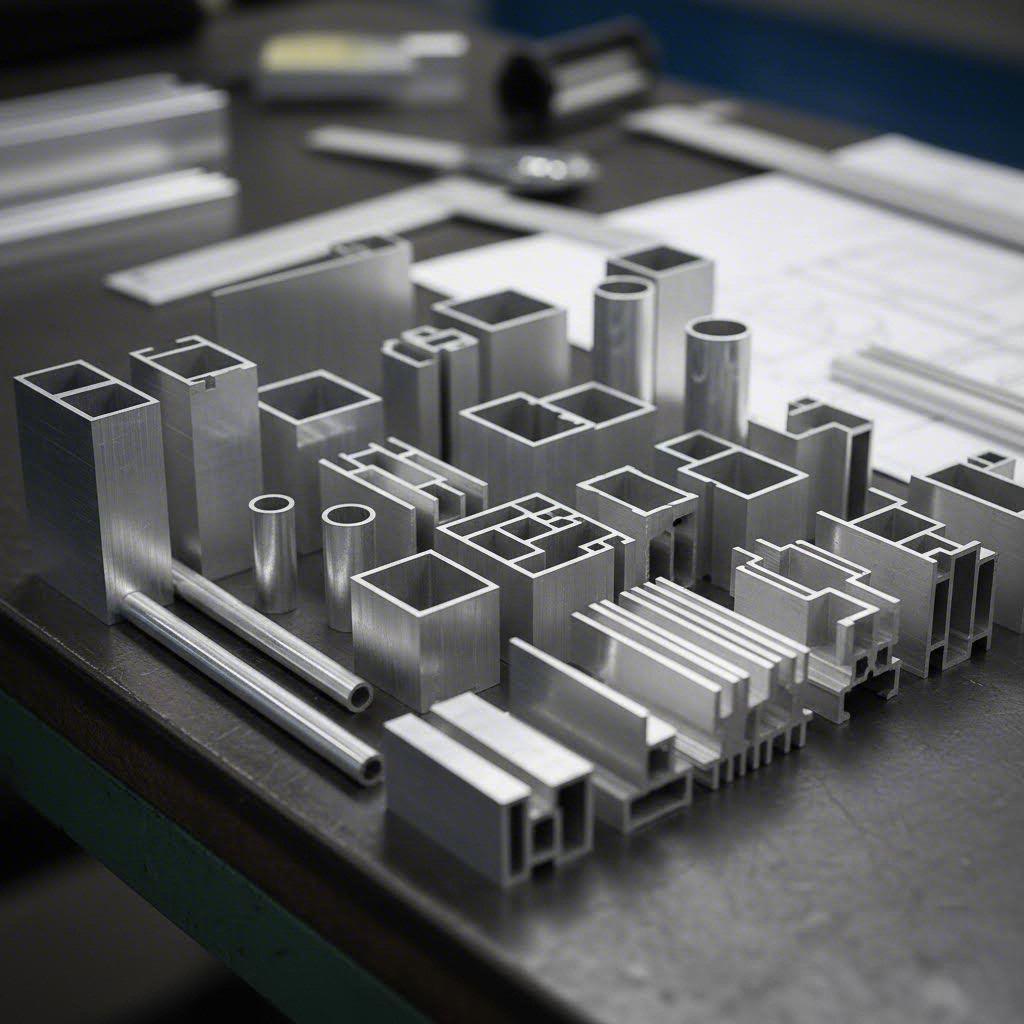
Ever wondered why some aluminum extrusions flow effortlessly through a die while others require massive hydraulic pressure and specialized equipment? The answer lies in the aluminum alloys list—a systematic classification that organizes compositions from 1xxx through 7xxx based on their primary alloying elements. Understanding this classification system helps you identify exactly which types of aluminum alloys will deliver the performance your project demands.
The Aluminum Association established a standardized naming convention that makes identifying common aluminum alloys straightforward. The first digit in any aluminum series designation reveals the primary alloying element, while subsequent digits identify specific variations within that family. This four-digit system applies to wrought alloys—the category that includes all aluminum extrusions.
Here's a comprehensive breakdown of the al alloy grades you'll encounter when specifying extruded profiles:
| Series | Primary Alloying Element | Key Characteristics | Extrusion Suitability |
|---|---|---|---|
| 1xxx | Pure Aluminum (99%+) | Excellent conductivity, high corrosion resistance, low strength | Excellent—very easy to extrude |
| 2xxx | Copper | High strength, reduced corrosion resistance, heat treatable | Difficult—requires specialized equipment |
| 3xxx | Manganese | Good formability, moderate strength, excellent corrosion resistance | Good—moderate extrusion speeds |
| 4xxx | Silicon | Lower melting point, excellent wear resistance, used for welding wire | Limited extrusion applications |
| 5xxx | Magnesium | Excellent marine corrosion resistance, good weldability, moderate strength | Moderate—medium difficulty |
| 6xxx | Magnesium + Silicon | Excellent extrudability, good strength, versatile finishing options | Excellent—industry standard for extrusions |
| 7xxx | Zinc | Highest strength aluminum alloys, heat treatable, aerospace grade | Difficult—slow extrusion speeds required |
Among the common alloys of aluminum used for extrusions, the 6xxx series dominates the market for good reason. Alloys like 6063 and 6061 combine the strengthening effects of both magnesium and silicon, creating a composition that flows smoothly through dies while still achieving respectable mechanical properties after heat treatment.
When you're specifying aluminum extrusions, you're working exclusively with wrought alloys. What's the difference? Cast alloys (designated with a decimal point, like 356.0) are poured as molten metal directly into molds. Wrought alloys, however, undergo mechanical forming processes—extrusion, rolling, or forging—after solidification.
This distinction matters significantly for your project:
Extrudability isn't just industry jargon—it directly impacts your project's cost, lead time, and design possibilities. According to technical research, alloys are classified into three extrudability groups based on their flow stress at typical extrusion temperatures (350-550°C):
The flow stress of an alloy—essentially its resistance to deformation at extrusion temperature—determines maximum exit speeds. For reference, 6063 serves as the baseline with an extrudability index of 100. Compare that to 7075, which requires significantly slower extrusion speeds due to its high zinc content and corresponding flow stress.
Why does this matter for your project? Easier-to-extrude alloys enable more complex profile geometries, thinner wall sections, and faster production rates. When you specify a 2xxx or 7xxx alloy for its superior strength, you'll face limitations on profile complexity and potentially longer lead times.
With this foundation in alloy classification, you're ready to explore how heat treatment and temper designations further refine the mechanical properties of your chosen aluminum extrusions.
You've selected your alloy series—but your specification isn't complete yet. Have you considered the aluminum temper designation? This critical suffix (T4, T5, T6, or T651) determines whether your extruded aluminum 6063 profile performs like a structural powerhouse or bends under moderate stress. Surprisingly, most resources gloss over temper designations despite their profound impact on mechanical properties.
The ANSI H35.1 standard governs how aluminum tempers are designated and defined. According to MatWeb's reference documentation, the basic temper codes include five primary designations: F (as fabricated), O (annealed), H (strain hardened), W (solution heat treated—unstable), and T (thermally treated). For heat-treatable extrusion alloys in the 6xxx and 7xxx series, T tempers dominate specifications.
What do these common T designations actually mean for your project?
The difference between these aluminium temper designations isn't subtle. According to QST Corporation's technical data, applying T6 tempering to aluminum 6061 quadruples its yield strength—jumping from 8,000 psi to 35,000 psi.
Why do different heat treatments produce such dramatically different results? The answer lies in precipitation hardening—a metallurgical phenomenon where alloying elements form microscopic particles that impede dislocation movement within the aluminum's crystal structure.
Here's your comprehensive aluminum temper chart for common extrusion alloys:
| Temper | Treatment Process | Resulting Properties | Best Applications |
|---|---|---|---|
| O | Full annealing—heated and slowly cooled | Lowest strength, maximum ductility and formability | Complex forming operations, deep drawing |
| T4 | Solution heat treated, naturally aged at room temperature | Moderate strength, good formability, continues strengthening over time | Parts requiring post-extrusion forming or bending |
| T5 | Air cooled from extrusion temperature, artificially aged | Good strength, excellent surface finish, cost-effective | Architectural profiles, decorative trim, extruded aluminum 6063 applications |
| T6 | Solution heat treated at 900°F, water quenched, artificially aged | Maximum strength, reduced ductility, optimal hardness | Structural components, load-bearing frames, aerospace parts |
| T651 | T6 treatment plus stress-relief stretching (1-3% permanent set) | Maximum strength with minimal residual stress | Precision-machined components, tooling plates |
| T7 | Solution heat treated and overaged/stabilized | Lower strength than T6, improved stress corrosion resistance | Marine applications, high-humidity environments |
The cooling rate during quenching critically affects final properties. Technical specifications indicate that achieving proper T6 properties requires cooling rates of at least 41°C per minute for alloy 6063, 62°C per minute for alloy 6005, and 142°C per minute for alloy 6061. Slower cooling results in incomplete precipitation hardening and reduced strength.
Imagine specifying T6 temper for profiles that require post-extrusion bending—your fabrication team will struggle with cracking and springback. Or consider choosing T5 when your application demands maximum load capacity—you've left significant strength on the table. Here's what can go wrong:
The T5 aluminum tempers remain popular for architectural and decorative applications because they balance cost efficiency with acceptable strength. Since T5 uses heat retained from the extrusion process rather than requiring separate solution heat treatment, production costs drop significantly while still delivering tensile strengths around 37,700 psi for alloys like 6005-T5.
Armed with this understanding of temper designations, you can now make informed decisions about heat treatment specifications. But how do these tempers translate into specific mechanical property values across different alloys? Let's examine the numbers directly.
Now that you understand temper designations, how do these translate into actual performance numbers? When comparing extruded aluminum profiles side by side, the differences between common aluminum grades become strikingly clear. The mechanical properties—tensile strength, yield strength, elongation, and hardness—determine whether your chosen alloy will excel or struggle in its intended application.
Let's cut through the confusion with concrete data. According to FONNOV Aluminium's technical documentation, here's how the most commonly specified extrusion alloys compare in T6 temper:
| Alloy | Tensile Strength (MPa) | Yield Strength (MPa) | Brinell Hardness | Primary Applications |
|---|---|---|---|---|
| 6060-T6 | ≥170 | ≥140 | ~60 | Architectural profiles, furniture frames |
| 6063-T6 | ≥195 | ≥160 | 73 | Window frames, decorative trim, standard extrusions |
| 6005-T6 | ≥250 | ≥200 | ~85 | Structural members, ladder rails, transportation |
| 6061-T6 | ≥260 | ≥240 | 95 | Structural components, machinery, automotive parts |
| 6082-T6 | ≥290 | ≥250 | ~95 | High-stress structures, bridges, crane components |
| 7075-T6 | ≥530 | ≥460 | ~150 | Aerospace, military, high-performance applications |
Notice the dramatic jump when moving to 7075 aluminum extrusion specifications. This zinc-alloyed grade delivers tensile strength more than double that of 6063—but that strength comes with trade-offs in extrudability, corrosion resistance, and cost that you'll need to weigh carefully.
For applications requiring moderate strength with excellent extrudability, alloy 6060 and 6063 remain the workhorses of the industry. The aluminum alloy 6060 offers slightly lower strength than 6063 but often provides superior surface finish for anodizing applications.
Here's something that surprises many engineers: stronger isn't always better. While Industrial Metal Service's comparison data confirms 6061-T6 significantly outperforms 6063-T6 in raw strength metrics, several scenarios favor the "weaker" alloy:
The composition differences explain these performance variations. According to the referenced data, 6061 contains 0.15-0.4% copper and up to 0.35% chromium, while 6063 limits both elements to 0.10% maximum. This purity difference in 6063 enhances appearance but sacrifices roughly 30% of the tensile strength compared to 6061.
What happens when you weld these alloys? The mechanical properties table above represents base metal in optimal temper—but welding creates a heat-affected zone (HAZ) that dramatically alters performance. According to Ship Structure Committee research, fusion welding causes HAZ strength reductions of 30 to 50 percent compared to base material.
This means your 6063-T6 extrusion with 195 MPa tensile strength may drop to approximately 130-140 MPa in welded areas. For structural calculations, you must account for this reduction:
The implications extend beyond simple strength calculations. For marine and structural applications using 6082-T6, the research indicates that HAZ regions exhibit proof stresses of approximately 115-138 MPa—compared to 250 MPa for the base metal. Design accordingly, or consider mechanical fastening alternatives where maximum strength is critical.
When standard 6xxx alloys won't meet your requirements, consider these alternatives among common aluminum grades:
6005 and 6005A: These alloys bridge the gap between 6063's excellent extrudability and 6061's structural strength. With yield strengths around 200 MPa in T6 temper, they're ideal for transportation applications, truck bodies, and structural framing where 6063 falls short but 6061's extrusion limitations prove problematic.
6082: Often specified for European structural applications, 6082-T6 delivers yield strengths of 250 MPa—comparable to 6061 but with better performance in certain corrosive environments. This alloy excels in bridges, cranes, and high-temp aluminum alloy applications requiring sustained load capacity.
7075: Reserved for aerospace and defense applications where strength-to-weight ratio trumps all other considerations, 7075 aluminum extrusion achieves yield strengths exceeding 460 MPa. However, expect significantly higher costs, limited extrudability, reduced corrosion resistance, and specialized welding requirements.
With these mechanical property comparisons established, you're equipped to specify alloys based on quantified performance requirements rather than assumptions. But how do extrusion process parameters and die design interact with your alloy selection to affect final product quality?
You've selected the perfect alloy and temper for your project—but can your design actually be extruded? Understanding the relationship between process parameters and die design separates successful aluminum profile extrusion projects from costly redesigns. The temperatures, pressures, and tooling decisions you make directly impact whether your extrusion emerges with tight tolerances and flawless surfaces or requires extensive secondary processing.
When you extrude aluminum, the billet temperature must fall within a precise window—typically 700-930°F (370-500°C) depending on the alloy. According to Gemini Group's technical documentation, preheating achieves the required plasticity for smooth material flow through the die opening.
But temperature alone doesn't tell the whole story. The hydraulic ram applies immense pressure—typically ranging from 1,000 to 15,000 tons—to force softened aluminum through the die. Consider this perspective: it takes 300 tons to crush an average pickup truck, yet extrusion presses can generate enough force to crush 50 trucks simultaneously.
Here are the key process variables that affect final product quality when you extrude aluminum through precision dies:
The extrusion of aluminium requires careful balancing of these interdependent variables. Adjusting one parameter invariably affects others—increasing speed typically requires higher billet temperatures, which may compromise surface quality or dimensional stability.
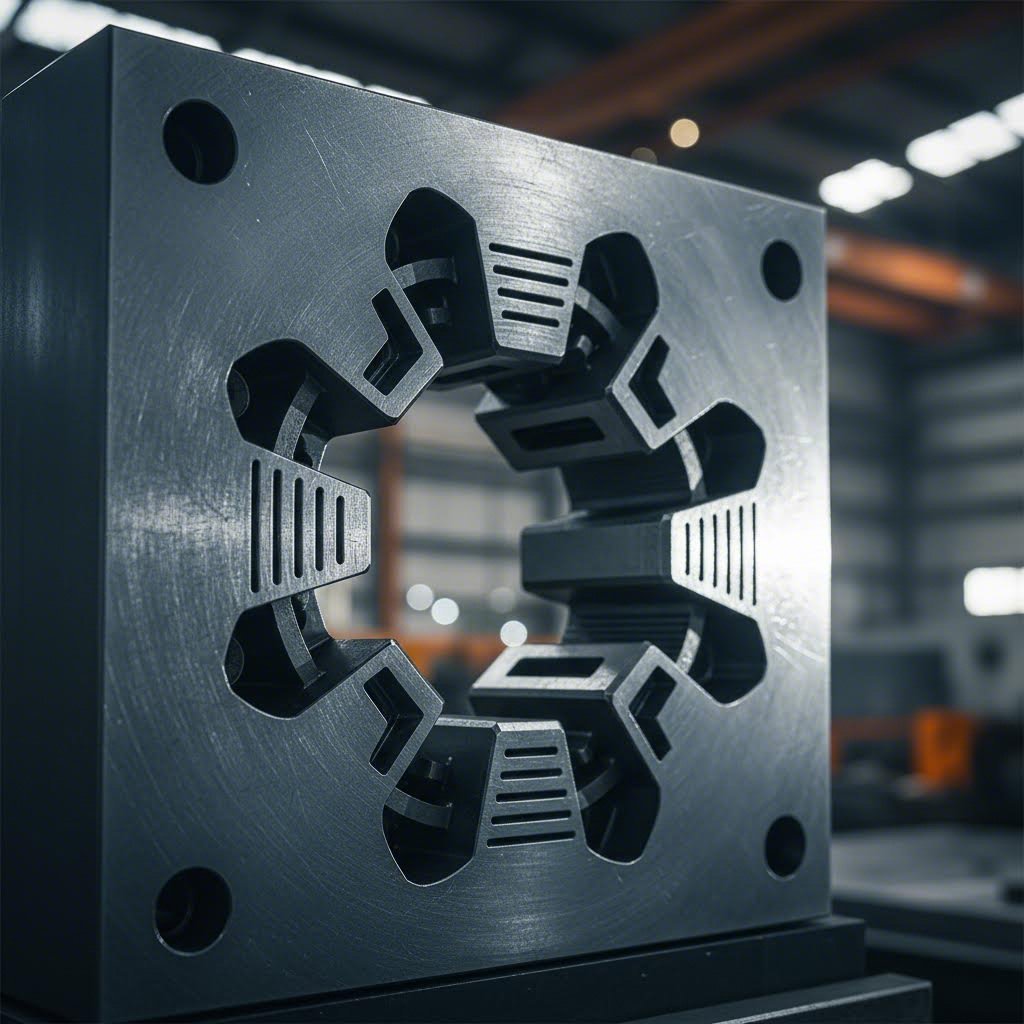
What makes certain die designs work brilliantly with 6063 but fail catastrophically with 7075? The answer lies in matching die geometry to alloy-specific flow characteristics. According to the extrusion die specialists, effective die design directly impacts quality, efficiency, and cost-effectiveness.
Three fundamental types of aluminum extrusion dies serve different profile requirements:
The alloy you specify significantly influences die design requirements. Uniform material flow velocity remains the most critical factor for extending die life and improving extrusion quality. Techniques like modifying bearing lengths and incorporating flow channels help ensure all parts of the profile exit the die at consistent speeds.
For harder alloys like 2xxx and 7xxx series, die designers must account for higher flow stresses by:
Can your design actually be manufactured within acceptable aluminum extrusion tolerances? Profile design, wall thickness, and alloy selection are critical factors that directly affect achievable tolerances. According to Hydro's design manual, tighter tolerances can impact productivity and consequently price—a consideration worth addressing during the design stage.
European standards EN 755-9 and EN 12020-2 provide baseline tolerance specifications, though many manufacturers offer tighter capabilities. Here's what you need to know about design limitations:
Press capabilities also define your design envelope. Standard presses range from 1,000 to 3,000 tons for typical profiles, while specialized equipment reaches 8,600 tons or more for large, intricate configurations. Larger presses can extrude one-piece assemblies that would otherwise require joining multiple smaller components.
The cost implications extend beyond die complexity. More complex profiles require extensive manufacturing processes including CNC machining, wire EDM, and specialized surface treatments. However, according to industry best practices, manufacturers employ cost-saving strategies such as utilizing standardized die profiles when possible and optimizing designs for improved material flow.
With your understanding of process parameters, die considerations, and design limitations now complete, you're ready to explore how these technical factors translate into real-world applications across different industries.

You understand the alloys, tempers, and mechanical properties—but how do these translate into solving real engineering challenges? Every industry faces unique demands, from lightweight requirements in aerospace to corrosion resistance in marine environments. Matching the right aluminum extrusion types to your specific application ensures optimal performance while avoiding costly over-specification or disappointing failures.
What are aluminum extrusions used for across different sectors? The answer spans virtually every industry imaginable. According to the Aluminum Extruders Council, automotive manufacturers alone specify over 110 registered 6xxx series alloys—the series most frequently used for extrusion applications. This variety exists because each application presents distinct challenges requiring tailored solutions.
Here's your comprehensive guide mapping industries to recommended alloys with specific reasoning:
| Industry | Primary Challenges | Recommended Alloys | Key Reasoning |
|---|---|---|---|
| Automotive/Transportation | Lightweight strength, crash performance, thermal management | 6063-T6, 6005A-T61, 6061-T6, 6082-T6 | Optimal balance of strength close to mild steel at one-third the density; excellent crash structure performance |
| Building & Construction | Corrosion resistance, aesthetics, long-term durability | 6063-T5, 6060-T6, 6005-T5 | Superior surface finish for anodizing; excellent corrosion resistance without coatings; cost-effective |
| Aerospace/Defense | Maximum strength-to-weight ratio, fatigue resistance | 7075-T6, 2024-T4, 6061-T651 | Highest strength aluminum alloys available; critical for weight-sensitive applications where fuel efficiency matters |
| Consumer Electronics | Heat dissipation, precise tolerances, premium appearance | 6063-T5, 6060-T6, 1100 | Excellent thermal conductivity; superior extrudability for complex heat sink geometries; brilliant anodized finishes |
| Energy/Solar | Weather resistance, structural integrity, recyclability | 6005-T5, 6063-T6, 6082-T6 | 25+ year outdoor durability; structural capacity for panel mounting systems; aluminum frame extrusion versatility |
| Healthcare/Medical | Cleanliness, non-toxicity, precision machining | 6061-T651, 6063-T6, 5052 | Excellent machinability for tight tolerances; biocompatible surface treatments available |
| Marine/Infrastructure | Saltwater corrosion, structural loading, weldability | 5083, 5086, 6082-T6 | Superior marine corrosion resistance; good weldability for fabricated structures |
| Industrial/Machinery | Wear resistance, dimensional stability, load capacity | 6061-T6, 6082-T6, 2024-T4 | High yield strength for structural frames; T651 temper provides stress relief for precision components |
The divide between architectural and industrial aluminum extrusion applications illustrates why alloy selection matters so fundamentally. Architects prioritize appearance, corrosion resistance, and long-term aesthetic durability—making 6063-T5 their preferred choice for custom aluminum extrusions. According to Eagle Aluminum, architects rely on aluminum because it can be customized and designed to achieve desired aesthetics while delivering durability and resistance to corrosion.
Industrial applications, conversely, demand raw mechanical performance. Consider the contrast in types of extruded aluminum each sector typically specifies:
The automotive industry demonstrates how aluminum extrusion applications solve multiple engineering challenges simultaneously. According to Protolabs, aluminium's formability and corrosion resistance make it easy to work with and shape, while its structural soundness addresses the most important requirement for car bodies.
Lightweighting drives automotive adoption—reducing emissions and improving fuel economy. The Aluminum Extruders Council notes that alloys 6005A, 6063, and 6082 are commonly used for automotive structures because their strength approaches mild steel at just one-third the density.
Specific automotive aluminum extrusion types include:
Aerospace represents the most demanding application environment for extruded aluminum alloy specifications. According to industry documentation, the use of aluminium alloys dramatically decreases aircraft weight because the material is significantly lighter than steel, allowing aircraft to carry more payload or increase fuel efficiency.
Common aerospace applications include fuel delivery systems, heat exchangers, manifolds, turbo pumps, and structural fasteners. While 7075-T6 dominates high-strength requirements, 6061-T651 serves applications requiring better machinability and stress-relief for precision components.
Understanding these industry-specific requirements helps you specify the optimal alloy—but cost and sustainability considerations increasingly influence final decisions. Let's examine how these factors shape modern alloy selection strategies.
You've identified the perfect alloy for your application—but have you considered the full cost picture? Raw material pricing represents just one piece of a complex puzzle that includes processing complexity, surface treatment requirements, and increasingly important sustainability considerations. Whether you're choosing between alloy or aluminum grade options, understanding these factors helps you make financially sound decisions without sacrificing performance.
According to industry pricing data, raw material costs typically account for more than half of the operating expenses in aluminum extrusion processing. The cost of aluminum can fluctuate between $1,500 and $3,500 per metric ton—and these price swings directly impact what manufacturers charge for finished extruded aluminium products.
But here's what many project managers overlook: the alloy you specify dramatically influences total cost beyond that base metal price. Consider these key cost drivers when budgeting your aluminum extruded components:
Among common aluminum types, the 6xxx series offers the best cost-performance balance for most applications. Premium grades like 6061 and 6063 command higher prices—according to market data, clean 6063 extrusions can exceed $1.21 per pound in favorable conditions—but their superior properties often justify the investment.
Sustainability has evolved from a nice-to-have into a critical selection criterion for forward-thinking engineers. The good news? Aluminum flexibility extends beyond its physical properties—this material delivers exceptional environmental performance that increasingly influences specification decisions.
According to the Aluminum Association, the U.S. aluminum industry has achieved remarkable progress: since 1991, the carbon footprint of primary aluminum production declined by 49% while the footprint of recycled aluminum production dropped by 60%. This trajectory continues as manufacturers pursue lower-emission production methods.
Why does aluminum's recyclability matter so profoundly? Consider these facts from recycling industry research:
Unlike plastics that downcycle into lower-quality products or steel that loses properties over time, extruded aluminum maintains its full performance characteristics through unlimited recycling cycles. This durability makes aluminum not only environmentally responsible but economically smart for lifecycle cost analysis.
For projects prioritizing sustainability, specify alloys with high recycled content availability. The 6xxx series benefits from robust recycling streams, while specialty alloys in the 2xxx and 7xxx series may have more limited recycled feedstock. Discuss recycled content options with your extrusion partner during the specification process.
With cost and sustainability factors now clear, you're ready to synthesize everything you've learned into a practical alloy selection process—and identify the right manufacturing partner to bring your project to life.
You've absorbed the technical details—alloy series, temper designations, mechanical properties, and application requirements. But here's the critical question: how do you translate this knowledge into a successful project outcome? Choosing the right aluminum extrusion material is only half the equation. Your manufacturing partner's capabilities ultimately determine whether your specifications become precision aluminium extrusion products or frustrating compromises.
Before finalizing your aluminum alloy extrusion specification, work through this decision-support framework. According to industry procurement guidance, asking the right questions during RFQ preparation prevents costly surprises downstream.
Start with these fundamental considerations:
Not all extrusion partners deliver equal results. According to supplier selection best practices, the combination of quality materials and machinery ensures precision parts that meet your criteria. Subpar capabilities will yield subpar products regardless of how perfectly you've specified your extruded aluminum alloy.
When evaluating potential partners, assess these critical capability areas:
For projects demanding comprehensive end-to-end support, manufacturers like Shengxin Aluminium demonstrate what integrated capabilities look like in practice. Their facility houses 35 extrusion presses ranging from 600T to 5500T—covering everything from delicate architectural profiles to heavy structural sections. State-of-the-art CNC machining centers handle precise cutting, drilling, and bending to exact specifications, while in-house surface treatment options include anodizing (with custom colors like Champagne and Rose Gold), powder coating, PVDF, and micro-arc oxidation for superior durability.
Ready to move forward? Use this final checklist to ensure a smooth transition from specification to production:
The right aluminum extrusion alloys paired with the right manufacturing partner transforms your project from concept to reality. Whether you need custom 6063 architectural profiles, structural 6061 components, or high-performance 7075 aerospace parts, the knowledge you've gained positions you to make confident, informed decisions that optimize performance, cost, and delivery.
6063 is widely considered the best aluminum alloy for general extrusion applications due to its excellent extrudability, superior surface finish for anodizing, and good corrosion resistance. It dominates thin-wall and architectural applications. However, when higher strength is required, 6061-T6 or 6082-T6 become preferred choices despite being more challenging to extrude. For aerospace applications demanding maximum strength-to-weight ratio, 7075-T6 is the top choice, though it requires specialized equipment and slower extrusion speeds.
An extruded aluminum alloy is a specially formulated mixture of aluminum combined with elements like silicon, magnesium, copper, or zinc that gets heated to 400-500°C and hydraulically pressed through a precision die under pressures up to 15,000 tons. This process creates profiles with specific cross-sectional shapes—from simple rods to complex hollow structures. The alloy composition determines mechanical properties, corrosion resistance, and extrudability, making alloy selection critical to the final product's performance.
Yes, 6061-T6 aluminum is commonly extruded and widely used for structural applications. The T6 temper indicates it has been solution heat treated and artificially aged to achieve maximum strength—with yield strengths of approximately 240 MPa. While 6061 is more challenging to extrude than 6063 due to higher flow stress, it remains popular for machinery frames, automotive components, and load-bearing structures where strength takes priority over surface finish quality.
T4 temper involves solution heat treatment by natural aging at room temperature, offering moderate strength with good formability for post-extrusion bending. T5 uses heat from the extrusion process itself plus artificial aging—making it the most cost-effective option with good strength and excellent surface finish for architectural profiles. T6 provides maximum strength through separate solution heat treatment, water quenching, and controlled artificial aging. The difference is significant: 6061-T6 achieves yield strength of 35,000 psi compared to just 8,000 psi in annealed condition.
Choose 6063 when your priority is complex profile geometries, superior anodized finish, excellent corrosion resistance, or cost efficiency—it offers up to 97.5% aluminum purity and easier extrudability. Select 6061 when structural strength is paramount, as it delivers approximately 30% higher tensile strength than 6063 in T6 temper. For applications involving welding, remember both alloys experience 30-50% strength reduction in heat-affected zones. Many manufacturers like Shengxin Aluminium stock both alloys and can guide selection based on your specific requirements.




 un service en ligne
un service en ligne 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 français
français English
English Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська