When you picture a standard aluminum tube, you probably imagine a smooth, uniform surface. Now imagine that same tube with a repeating pattern of ridges, teeth, or grooves running along its length. That's the core idea behind serrated aluminum tube extrusion. These profiles aren't accidentally textured; the serration pattern is deliberately engineered into the die to serve specific functional purposes.
Serrated aluminum tube extrusion is a manufacturing process where a heated aluminum billet is forced through a specially designed die to produce a continuous tubular profile featuring intentional tooth-like ridges on its external or internal surface.
The process itself mirrors standard aluminum extrusion. A cylindrical aluminum billet is heated to approximately 800-925°F, then a powerful ram pushes it through a shaped die opening. The metal emerges as a continuous profile matching the die's cross-section. For serrated tube extrusions, the die includes precisely machined cavities that form the repeating tooth pattern as the aluminum flows through.
The geometric distinction is straightforward. A smooth-profile tube has a uniform circular or oval cross-section with no surface interruptions. A serrated tube features a repeating pattern of raised teeth or recessed grooves around its circumference. These serrations can appear on the outer diameter (OD), the inner diameter (ID), or both.
You'll encounter several key terms when specifying these profiles:
The term covers two distinct product categories, each serving different industries. Structural and mechanical serrated tubes feature serrations designed for grip, anti-slip performance, or mechanical interlocking. You'll find these in handrails, stair nosings, and assemblies requiring torque resistance.
Thermal serrated finned tubes take a different approach. These extruded serrated finned tubes use their tooth pattern to dramatically increase surface area for heat transfer applications. They're essential components in heat exchangers, HVAC coils, and industrial cooling systems. Both round and oval aluminum tube configurations appear in serrated versions, depending on the application geometry and space constraints.
Understanding which product family fits your project is the first step toward proper specification. The sections ahead will cover die design, alloy selection, geometry classification, and application mapping to help you navigate both tracks.
Ever wonder how those precise tooth patterns actually get formed during extrusion? It all comes down to the die. The tooling behind serrated profiles is more complex than standard aluminium extrusion tube production, and understanding these differences helps you anticipate costs, lead times, and quality outcomes.
Extrusion dies are thick, circular steel disks machined from H-13 die steel and heat-treated to withstand extreme conditions. When producing serrated profiles, the die opening must include precisely machined cavities that form each tooth as aluminum flows through. The geometry of these cavities directly controls whether your serrations come out sharp and consistent or rounded and irregular.
The choice between die types depends on your profile's complexity. For round aluminum extrusion with external serrations only, solid dies often work well. These dies create profiles without enclosed voids, making them structurally simpler and less expensive to manufacture. A solid die stack typically includes a feeder plate to control metal flow, a die plate that forms the serrated shape, a backer plate to prevent tongue collapse, and a bolster to support the extrusion load.
Hollow serrated tubes require a different approach. Porthole or bridge dies use mandrels and ports to create internal cavities while simultaneously forming external serrations. During extrusion, the aluminum billet separates into each port, flows around the bridge supports, then rejoins in a weld chamber before entering the bearing area. This adds complexity but enables production of extruded serrated finned tube profiles with both internal passages and external teeth.
The trade-off is straightforward: hollow dies cost more due to additional components and tighter manufacturing requirements. The more voids and serration details you include, the higher the tooling investment.
Imagine aluminum flowing through the die like thick honey being pushed through a shaped opening. The metal must fill every serration cavity completely and uniformly to produce consistent tooth definition. Several geometric factors determine whether this happens successfully.
The bearing surface, also called the working belt or land, is the portion of the die that contacts the aluminum as it exits. For serrated profiles, the land length varies around the circumference to balance metal flow. Thinner sections and areas farther from the extrusion cylinder center typically need shorter bearing lengths to prevent flow starvation. The serration cavities themselves require careful land design to ensure aluminum fills each tooth completely.
Relief angles behind the bearing surface allow the extruded profile to exit cleanly without dragging. For serrated profiles, these relief geometries must accommodate the tooth pattern without creating stress points that could cause surface defects or premature die wear.
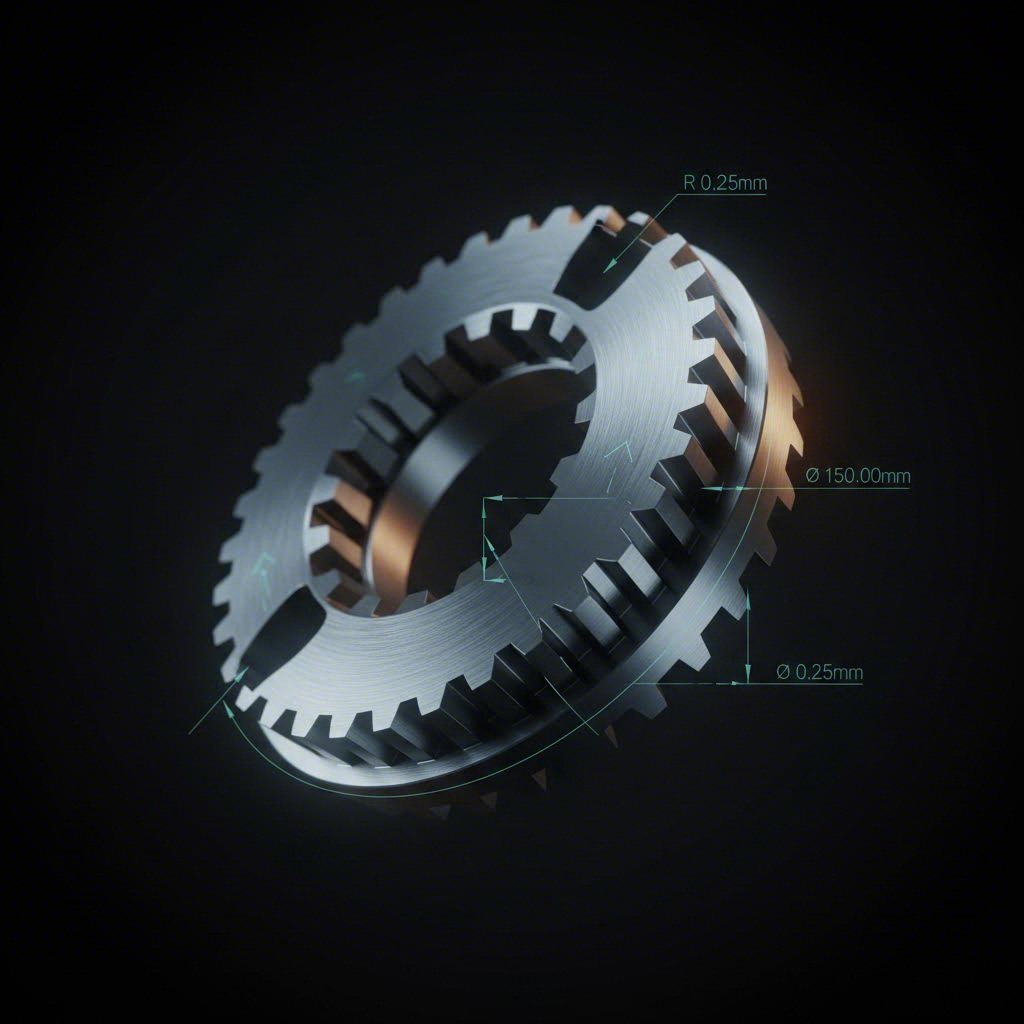
Die wear presents an ongoing challenge. As production runs accumulate, the sharp edges defining each serration gradually round off. This affects tooth sharpness and pitch uniformity over time. Experienced extruders monitor serration fidelity and schedule die maintenance or replacement before quality degrades noticeably.
Tighter serration geometries demand more precise die tolerancing. Fine-pitch serrations with deep, sharp teeth require closer manufacturing tolerances than coarse, shallow patterns. This precision adds to die cost and lead time, so it's worth discussing your actual functional requirements with your extruder before specifying the tightest possible geometry. For specific dimensional tolerance values, reference ASTM B221 or request manufacturer die specifications for your particular profile.
With die design fundamentals covered, the next consideration is material selection. The alloy and temper you choose affects how well aluminum flows into those serration cavities and what mechanical properties the finished profile delivers.
You've got the die design sorted, but here's the next question: which aluminum alloy actually works best for serrated profiles? The answer depends on whether you're prioritizing appearance and extrudability or strength and load-bearing performance. Two alloys dominate this space, and understanding their differences helps you specify the right material from the start.
When your serrated tube will be visible, anodized, or used in decorative applications, aluminum 6063 T5 is the go-to choice. Often called "architectural aluminum," this alloy contains lower amounts of magnesium and silicon compared to structural grades. That composition makes it softer and easier to push through complex die geometries.
Why does this matter for serrated profiles? Imagine the aluminum flowing into those tight serration cavities during extrusion. Softer alloys like 6063 fill these spaces more completely, producing sharper tooth definition and more consistent pitch uniformity around the circumference. You'll notice cleaner edges and smoother surfaces on the finished profile.
The T5 temper designation means the material was cooled from the extrusion process and then artificially aged. This delivers moderate strength with excellent surface quality. For serrated handrails, decorative trim, or oval aluminum tubing in architectural applications, 6063-T5 provides the balance of formability and finish that visible components demand.
Another advantage: 6063 responds beautifully to anodizing. The smooth surface accepts oxide layers evenly, producing consistent color across the entire profile, including the serration valleys. If your project requires custom colors or a bright, decorative finish, this alloy delivers.
Need your serrated tube to handle mechanical stress, support loads, or resist torque? That's where 6061-T6 steps in. This alloy contains higher magnesium and silicon content, plus small amounts of copper and chromium that boost strength significantly.
The T6 temper indicates solution heat treatment by artificial aging, maximizing the alloy's mechanical properties. You'll get tensile strength roughly 65% higher than 6063-T5, making it suitable for structural frameworks, marine hardware, and mechanical assemblies where serrations provide grip or interlocking function under load.
The trade-off? 6061 is harder to extrude into fine serration geometries. The stiffer material doesn't flow as readily into tight die cavities, which can result in slightly rounded tooth profiles compared to 6063. Extruders often compensate by running slower press speeds and using more robust tooling, which adds to production cost and lead time.
Surface finish on 6061 profiles tends to be rougher than 6063. If your serrated tube will be painted, powder coated, or hidden from view, this isn't a concern. But for visible architectural elements or anodized finishes, 6063 remains the better choice.
The table below summarizes how these two alloy-temper combinations stack up across the factors that matter most for serrated profiles:
| Property | 6063-T5 | 6061-T6 |
|---|---|---|
| Extrudability | Excellent; flows readily into fine serration cavities | Good; requires slower speeds for complex geometries |
| Typical Yield Strength | ~110 MPa (16 ksi) | ~275 MPa (40 ksi) |
| Surface Finish Quality | Superior; smooth, bright surface | Good; rougher texture, may show extrusion marks |
| Anodizing Suitability | Excellent; even color, decorative finishes | Good; functional anodizing, less consistent color |
| Common Serrated Tube Applications | Architectural handrails, decorative trim, aluminum oval tubing, heat sinks | Structural grips, marine hardware, torque-resistant assemblies, load-bearing frames |
Note: Specific mechanical property values vary by manufacturer and should be verified against ASTM B221 or supplier data sheets before finalizing your specification.
The alloy and temper you select directly affects both manufacturing feasibility and end-use performance. For fine-pitch serrations on visible profiles, 6063-T5 delivers the best combination of extrudability and finish. For structural applications where strength trumps appearance, 6061-T6 provides the mechanical properties you need, even if serration definition is slightly less crisp.
With material selection covered, the next step is understanding how serration geometry itself is classified and specified. The pitch, depth, and tooth profile you choose determine whether your serrated tube grips, interlocks, or transfers heat effectively.
So you've selected your alloy and understand how the die shapes your profile. But here's where things get interesting: how do you actually describe the serration pattern you need? Without a clear vocabulary, communicating your requirements to an extruder becomes frustrating. This section gives you the classification framework to specify serrations precisely.
Think of serration geometry like a fingerprint. Each combination of pitch, depth, and tooth shape creates a unique profile suited to specific functions. Whether you're working with round extruded aluminum for handrails or oval extruded aluminum for heat exchangers, the same geometric variables apply. Understanding these parameters puts you in control of the specification process.
When specifying serrated profiles, four primary geometry variables determine functional performance. Here they are in order of specification importance:
Each variable serves a distinct purpose, and getting them right means the difference between a profile that performs and one that falls short.
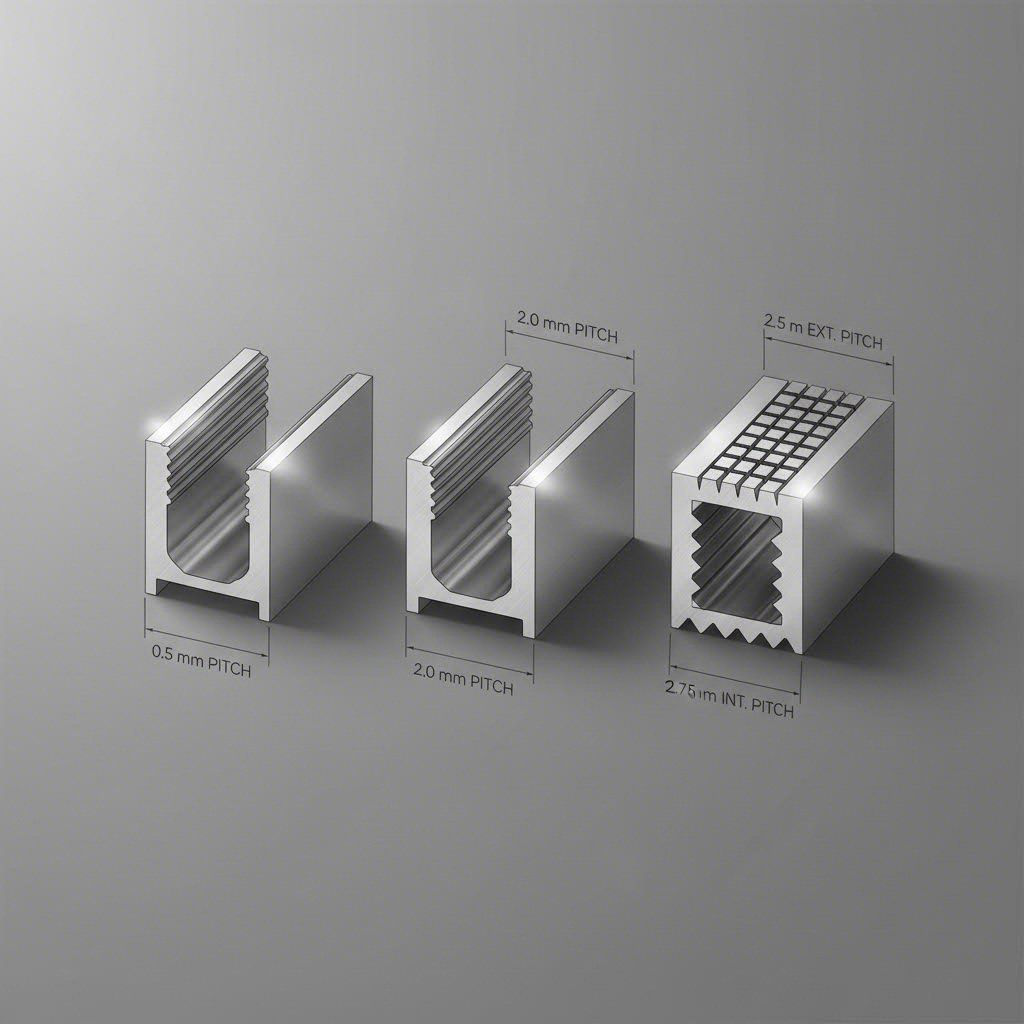
Serration pitch refers to the distance between adjacent teeth, measured from peak to peak or valley to valley. You'll encounter two main categories:
Serration depth measures how far each tooth extends from the base surface, typically expressed as a percentage of wall thickness or as an absolute dimension. This parameter directly affects both function and structural integrity:
Tooth profile shape describes the cross-sectional geometry of each serration. The two main categories are:
Research on serration geometry in cutting tools demonstrates how different waveforms, including circular, sinusoidal, and trapezoidal shapes, affect mechanical performance. While that research focuses on milling applications, the underlying principle applies to extruded profiles: geometry directly determines function.
The final classification variable is location. Where do the serrations appear on your tube profile?
External serrations sit on the outer diameter (OD). These are the most common configuration and serve several purposes:
Internal serrations appear on the inner diameter (ID), inside the tube bore. These serve different functions:
Some specialized applications require serrations on both surfaces. A 1 3 8 aluminum pipe used in certain mechanical assemblies might feature external serrations for grip and internal serrations for shaft engagement. These dual-serration profiles demand more complex die designs and tighter process control, but they enable compact, multi-function components.
Now that you can classify and describe serration geometry, the next section maps these configurations to real-world applications. You'll see exactly which combinations of pitch, depth, and location work best for structural, mechanical, and thermal use cases.
You've got the geometry vocabulary down. Now the practical question: where do these profiles actually show up in the real world? Serrated aluminum tube applications span two distinct tracks, each leveraging the tooth pattern for completely different reasons. Structural and mechanical uses rely on serrations for grip, safety, and mechanical engagement. Thermal applications use them to maximize heat transfer efficiency. Let's break down both.
When you grab a handrail on a staircase or step onto an industrial platform, serrations are often working behind the scenes to keep you safe. These profiles excel wherever grip, anti-slip performance, or mechanical interlocking matters.
Architectural railings and handrails represent one of the largest serrated aluminum tube applications. Building codes like ADA requirements specify that handrails must be "graspable," meaning users need secure hand contact during use. External serrations on an extruded aluminum handrail provide that tactile grip without sharp edges that could injure users. Fine-pitch serrations distribute contact pressure across multiple teeth, improving comfort while maintaining slip resistance. You'll find these profiles in commercial buildings, public transit stations, and residential staircases where code compliance and user safety intersect.
Beyond handrails, serrated profiles appear across numerous structural and mechanical contexts:
Both round and oval aluminum tubing configurations appear in these applications. Round profiles dominate handrails and cylindrical grips, while oval shapes fit ergonomic handles and space-constrained installations where a flattened cross-section works better.
The second major application track takes serrations in a completely different direction. Instead of grip, the goal here is surface area. Extruded serrated finned tubes use their tooth pattern to dramatically increase the contact area between the tube surface and surrounding air or fluid, boosting heat transfer efficiency.
How does this work? Heat exchangers transfer thermal energy between two media, typically a liquid inside the tube and air flowing across the outside. The rate of heat transfer depends partly on surface area. By adding serrated fins to the tube exterior, manufacturers increase the effective surface area by 15-25% compared to smooth fins. The serration pattern also creates turbulent airflow that disrupts the boundary layer, improving heat transfer coefficients by 25-40% over conventional designs.
You'll find aluminum tube heat exchanger applications across multiple industries:
The manufacturing process for thermal serrated tubes differs from structural profiles. A bimetallic construction typically combines a steel or stainless steel inner tube with an aluminum outer sleeve. The aluminum undergoes cold extrusion to form spiral fins, which are then serrated with patterns of 12 or 24 teeth per inch. This creates a metallurgical bond between the fin and base tube, ensuring thermal contact resistance stays below 0.0001 m²K/W throughout the tube's service life.
Whether your project needs grip performance or thermal efficiency, serrated profiles deliver specialized function that smooth tubes simply can't match. The next consideration is how serration geometry affects structural performance and what dimensional tolerances apply to these specialized profiles.
Here's something that catches many engineers off guard: the serration pattern you specify doesn't just affect grip or heat transfer. It directly impacts how much load your tube can carry. When you cut teeth into a tube wall, you're fundamentally changing its structural behavior. Understanding this relationship helps you avoid over-specifying serrations that compromise strength or under-specifying tolerances that lead to assembly problems.
Imagine a serrated tube under bending load. The stress doesn't distribute evenly across the cross-section. Instead, it concentrates at the root of each tooth, right where the aluminum extrusion wall thickness is thinnest. This phenomenon, called stress concentration, can reduce load-bearing capacity significantly compared to a smooth-walled tube of the same nominal dimensions.
The math is straightforward but often overlooked. If your tube has a 3mm wall and you specify 1mm deep serrations, the effective wall thickness at each tooth root drops to just 2mm. That's a 33% reduction in material at the most critical stress points. For structural applications involving bending or axial loads, this matters enormously.
Research on torque-transmitting systems shows that stress concentration at serration roots limits the overall load capacity of the assembly. In thin-walled components with wall thickness below 2-3mm, stress concentration effects multiply, significantly reducing stress-bearing capacity. The deeper your serrations relative to wall thickness, the more pronounced this effect becomes.
Serration geometry and wall thickness must be co-designed, not specified independently.
What does this mean in practice? You can't simply add serrations to an existing tube design and expect the same structural performance. Instead, consider these factors together:
Serration pitch also plays a role in serrated tube structural performance. Finer pitch patterns distribute contact stress across more teeth in mechanical interlocking assemblies. When a serrated shaft engages with a serrated bore, each tooth carries a portion of the transmitted torque. More teeth means lower stress per tooth, which can extend fatigue life and improve reliability under cyclic loading.
Once you've designed your serration geometry for adequate structural performance, the next challenge is ensuring consistent manufacturing. Aluminum tube dimensional tolerance standards govern how much variation is acceptable in the finished product.
The primary reference for North American markets is ASTM B221, which covers aluminum and aluminum-alloy extruded bars, rods, wire, profiles, and tubes. This standard establishes tolerance classes for various dimensional features, including:
For serrated profiles specifically, you'll need to consider tolerances on additional parameters that standard smooth tubes don't require:
| Tolerance Parameter | What It Controls | Why It Matters |
|---|---|---|
| Serration depth variation | Consistency of tooth height around circumference | Affects grip uniformity and stress distribution |
| Pitch uniformity | Spacing consistency between adjacent teeth | Critical for mechanical interlocking with mating components |
| Tooth profile accuracy | Shape consistency of individual serrations | Impacts contact area and load distribution |
| Concentricity | Alignment of serration pattern with tube centerline | Essential for rotating assemblies and press-fit applications |
Standard ASTM B221 aluminum extrusion tolerances may not address serration-specific parameters directly. In these cases, you'll need to specify custom tolerances at the time of order. Discuss your functional requirements with your extruder to establish achievable tolerance ranges for your specific geometry.
Typical tolerance grades for dimensional features follow a tiered structure. High-precision applications like robotic components or precision machinery may require tolerances of ±0.1mm on critical dimensions. Standard structural applications often work with ±0.2mm, while general-purpose or decorative profiles can accept ±0.3mm or wider ranges.
Keep in mind that tighter tolerances increase cost. High-precision tolerances may add 25% or more to tooling expenses due to the additional die manufacturing precision required. They also increase inspection requirements and may reduce production yields. Specify only the precision your application actually requires.
For serrated profiles used in mechanical assemblies, pay particular attention to the relationship between your tube tolerances and mating component tolerances. A serrated tube that interlocks with a serrated shaft needs compatible pitch and depth specifications on both parts. Mismatched tolerances can result in interference fits that won't assemble or clearance fits that allow unwanted movement.
With structural considerations and tolerance requirements understood, the next step is surface finishing. The serration pattern affects how coatings and treatments perform, and choosing the right finish during the design phase prevents problems during production.
You've designed your serration geometry, selected the right alloy, and confirmed your tolerances. But here's a question that often gets overlooked until it's too late: how will that tooth pattern affect your surface finish? The serrations that make your profile functional also create challenges for coating and treatment processes. Understanding these interactions during the design phase saves you from costly rework and finish failures down the line.
Every aluminum extrusion surface treatment interacts differently with serrated geometries. The valleys between teeth create recessed areas that can trap air, resist chemical penetration, or shadow spray patterns. The peaks experience different exposure than the valleys. Getting uniform, durable finishes on serrated profiles requires matching your treatment choice to your serration geometry.
Creating an anodized aluminum tube with serrations presents unique challenges that smooth profiles don't face. During anodizing, the aluminum surface converts to aluminum oxide through an electrochemical process. The part sits in a sulfuric acid electrolyte bath while electrical current drives the oxidation reaction. For this to work uniformly, the electrolyte must contact every surface equally.
On serrated profiles, the tooth valleys can trap air bubbles or restrict electrolyte circulation. When this happens, the oxide layer grows thinner in the valleys than on the peaks. You'll end up with inconsistent protection and, if you're coloring the anodized layer, visible color variation across the serration pattern.
Several factors affect anodizing quality on serrated surfaces:
Proper pretreatment becomes even more critical for serrated profiles. Surface cleaning must remove all oils, dust, and impurities from the serration valleys. Degreasing and pickling steps that work fine on smooth surfaces may need extended times or modified chemistry to fully clean recessed serration geometries.
For decorative applications requiring consistent color, discuss your serration geometry with your anodizer before production. Very fine or deep serrations may require process adjustments, specialized racking to improve electrolyte access, or acceptance of some color variation as inherent to the geometry.
Here's some good news: serrated surfaces actually improve powder coating adhesion. The increased surface area created by the tooth pattern gives the coating more material to grip. Once cured, powder coated aluminum extrusion with serrations often shows better long-term adhesion than smooth profiles of the same alloy.
The challenge lies in pretreatment and application uniformity. Aluminum's tight oxide layer requires proper treatment to promote good adhesion of organic coatings like powder. As Products Finishing notes, aluminum extrusions need pretreatment processes that include chrome or non-chrome conversion coatings for outdoor durability. Standard iron phosphate processes may work for indoor products but often fail on exterior applications.
For serrated profiles specifically, watch for these issues:
Wet adhesion testing per AAMA 2604 and 2605 standards helps verify coating performance on serrated profiles. The cross-hatch and boiling water test reveals whether your pretreatment adequately prepared the serration valleys for coating adhesion.
For exterior applications demanding maximum durability, PVDF aluminum coating offers superior performance. This fluoropolymer system, typically containing 70% PVDF resin and 30% acrylic, provides 20-30 years of UV resistance and color stability. PVDF-coated serrated profiles maintain their appearance in coastal environments, industrial zones, and high-UV locations where standard powder coatings would fade or chalk.
The multi-layer PVDF system (primer, resin coat, and topcoat) handles serrated geometries well when properly applied. The liquid application method can reach into serration valleys more effectively than electrostatic powder spray, though proper technique remains essential for uniform coverage.
Your serration geometry should influence your surface treatment selection from the design phase forward. Very fine or deep serrations may limit your options or require process modifications that add cost. Here's a quick reference for matching treatments to serrated profiles:
The key takeaway? Don't finalize your serration geometry without considering how it will be finished. A profile that looks perfect on paper may create finishing headaches if the tooth pattern prevents uniform treatment. Discuss your complete requirements, including surface finish, with your extruder and finishing partners early in the design process.
With surface treatment options understood, the next step is pulling everything together into a complete specification. The following section walks through exactly what parameters you need to define when requesting a quote for serrated aluminum tube.
Ready to request a quote? Before you reach out to a supplier, you'll need to define your requirements clearly. An incomplete aluminum extrusion specification leads to back-and-forth emails, delayed quotes, and sometimes profiles that don't fit your application. This section gives you the complete checklist so your first inquiry contains everything a manufacturer needs to provide an accurate custom aluminum extrusion quote.
Think of specification as telling a story about your part. Each parameter you define narrows down the possibilities until only one profile remains: the exact serrated tube your project requires. Miss a detail, and you'll get questions back. Include everything, and you'll get pricing and lead times on the first response.
When preparing your inquiry, work through these parameters in order. Each builds on the previous, creating a complete picture of your required profile:
Beyond these core parameters, consider whether you need secondary fabrication. Many suppliers offer in-house machining, drilling, cutting, and tapping services. Bundling these operations with extrusion simplifies your supply chain and often reduces total cost compared to separate vendors.
Here's a decision that significantly impacts your project timeline and budget: should you use an existing standard profile or invest in a custom aluminum tube die? The answer depends on several factors.
Standard catalog profiles work well when your dimensional requirements aren't critical to the millimeter. If a stock serrated tube comes close enough to your needs, you'll benefit from immediate availability and no tooling investment. The trade-off is accepting whatever geometry the supplier already produces.
Custom dies make sense when your application demands specific serration geometry, unusual dimensions, or integration of multiple features into a single profile. The typical tooling cost for an extrusion die runs $900 to $1,500, with lead times of 10 to 14 days for die production. Compare this to alternative processes like roll forming or die casting, which can take up to 20 weeks.
The table below helps you evaluate which approach fits your project:
| Factor | Standard Catalog Profile | Custom Die Profile |
|---|---|---|
| Lead Time | Immediate to 1-2 weeks from stock | 10-14 days for die, plus extrusion run |
| Aluminum Extrusion Minimum Order | Often available in small quantities | Typically 500-1,000 kg minimum run |
| Tooling Cost | None | $900-$1,500 typical; complex dies higher |
| Dimensional Flexibility | Limited to existing catalog options | Full control over all parameters |
| Best-Fit Applications | Prototypes, small runs, non-critical dimensions | Production volumes, tight tolerances, unique geometry |
For many projects, the custom die investment pays back quickly. Once your die exists, subsequent orders require only production time. The die cost often gets recouped through faster machine cycle times and reduced secondary machining compared to adapting a standard profile.
When pursuing custom tooling, look for a supplier offering end-to-end support from die development through mass production. For example, Shengxin Aluminium maintains 35 extrusion presses ranging from 600T to 5500T capacity, along with CNC machining centers for secondary operations. Their technical team handles die development in-house, which streamlines communication and reduces the iteration cycles that can delay custom projects. This kind of integrated capability matters when your serration geometry requires precise die tolerancing and consistent production quality.
One final consideration: packaging requirements. Some applications need specific pack dimensions or piece counts. Others prioritize minimal packaging to reduce waste disposal. Include these preferences in your initial inquiry to ensure the quote reflects your actual delivered cost.
With your specification complete, the final step is evaluating potential suppliers. The next section covers what capabilities to look for and how to assess whether a manufacturer can deliver the quality and consistency your serrated tube project demands.
You've defined your specifications and understand the technical requirements. Now comes the critical question: who should manufacture your serrated profiles? The right custom aluminum extrusion supplier does more than fill orders. They become a partner who influences quality, lead times, and ultimately your project's success.
Not all aluminum extrusion manufacturers handle complex serrated geometries equally well. The fine tooth patterns, tight tolerances, and specialized finishing requirements demand specific capabilities that general-purpose extruders may lack. Evaluating suppliers against the right criteria helps you avoid costly mistakes and production delays.
When assessing potential partners, focus on these core capabilities that directly impact serrated profile quality:
Supplier depth translates directly to better outcomes for custom serrated tube projects. When a manufacturer has decades of experience with complex geometries, they anticipate problems before they occur. Their engineers understand how serration pitch affects metal flow, which alloys work best for specific tooth depths, and how to optimize die design for consistent results.
Consider what 30+ years of industry experience means in practice. A seasoned aluminum extrusion manufacturer has encountered virtually every serration challenge and developed solutions. They provide DFM feedback on your drawings, suggest feasibility improvements, and share inspection documentation before shipment. This proactive approach prevents defects rather than reacting after problems occur.
The combination of broad press capacity, in-house die capability, integrated finishing, and deep technical experience creates a supplier who can handle your serrated profile from initial concept through delivered product. Shengxin Aluminium exemplifies this integrated approach, with their technical team providing end-to-end support from die development to mass production across their 35 extrusion presses and complete surface treatment facilities.
When evaluating quotes, look beyond unit price. Factor in lead time reliability, quality consistency, and the total cost of managing multiple vendors versus a single integrated partner. The right supplier relationship pays dividends across every serrated tube project you undertake.
Smooth aluminum tubes have uniform circular or oval cross-sections without surface interruptions, while serrated tubes feature intentional tooth-like ridges on their external or internal surfaces. These serrations are engineered into the extrusion die to serve specific functions like grip enhancement, anti-slip performance, mechanical interlocking, or increased surface area for heat transfer in thermal applications.
The optimal alloy depends on your application. Aluminum 6063-T5 excels for architectural and decorative serrated profiles due to its superior extrudability, smooth surface finish, and excellent anodizing response. For structural or load-bearing applications requiring higher tensile strength, 6061-T6 is preferred despite being harder to extrude into fine serration geometries. Suppliers like Shengxin Aluminium can advise on the best alloy choice for your specific serration requirements.
Deeper serrations reduce effective wall thickness at tooth roots, creating stress concentration points under bending or axial loads. For example, 1mm deep serrations on a 3mm wall tube reduce effective thickness to 2mm at critical stress points. This means serration geometry and wall thickness must be co-designed rather than specified independently to maintain adequate load-bearing capacity for structural applications.
Anodizing works well for moderate serration depths but requires proper electrolyte circulation into tooth valleys. Powder coating offers strong adhesion due to increased surface area but needs thorough pretreatment to avoid shadowing in deep cavities. PVDF coating provides premium exterior durability with liquid application reaching valleys effectively. Manufacturers like Shengxin Aluminium offer comprehensive in-house surface treatments including anodizing, powder coating, PVDF, and micro-arc oxidation.
A complete specification should include outer diameter, inner diameter or wall thickness, serration count, depth, and pitch, tooth profile shape, alloy and temper designation, length and cut tolerance, surface finish requirements, and quantity. Also specify whether you need standard catalog profiles or custom die development. Integrated suppliers with in-house die development and CNC machining capabilities can streamline the quoting process and reduce lead times.




 un service en ligne
un service en ligne 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 français
français English
English Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська