Search for an aluminum section and the first challenge is often vocabulary. One catalog says section, another says profile, another says extrusion, and many buyers simply search for aluminum shapes. In practice, those labels often point to the same broad product family, even when the wording changes.
An aluminum section is a shaped aluminum form with a consistent cross-section, used for structure, enclosure, trim, framing, or assembly. It can be solid, hollow, open, or custom-designed for a specific use.
That plain-language definition lines up well with industry usage. The glossary at Custom Profiles states that an aluminum section has the same meaning as an aluminum extrusion, and that a profile carries the same meaning as well. Practical construction guidance from Umiya Poly Product also describes these products as pre-fabricated forms such as angles, channels, tubes, and custom extrusions used in frames, partitions, and structural applications. That is why a search for an aluminium section may lead you to the same items listed elsewhere under different names.
The term often depends on who is talking. Architects may discuss aluminum profiles. Fabricators may ask for aluminum extrusion profiles. A buyer may only know the needed aluminum profile type, not the manufacturing term behind it.
This terminology gap matters because people search different labels for the same family of products. The real buying decision starts with the shape family itself, which is why the next step is to sort the common forms by what they actually look like and how they behave in use.
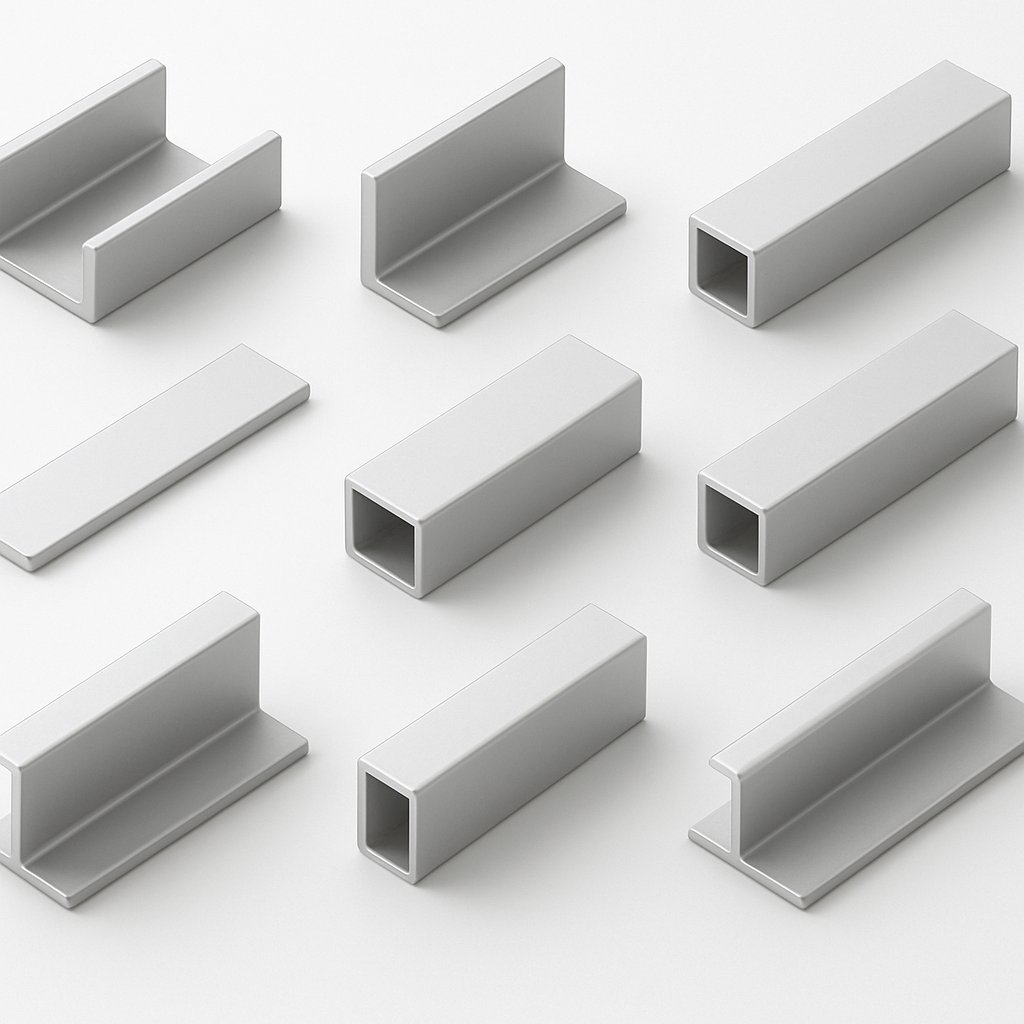
The wording gets much less confusing when you sort these products by shape. In real catalogs, the same family may appear under section, profile, extrusion, or shape, but the cross-section is what tells you how it will mount, join, and perform. Industry guides commonly group standard forms into angles, channels, flats, bars, tubes, T sections, and other specialized profiles, as shown by Eleanor Aluminium and Fenglu.
Open sections have a profile you can see into from the side. That makes them easy to fasten, trim, edge, brace, or use as tracks. This is where naming gets messy fast. An aluminum u channel and an aluminum c channel may be separated in a catalog even though many buyers treat them as near cousins. Some suppliers even describe an angle as a right-angle channel or l channel, especially in trim and millwork contexts. An aluminum t bar is another open form, often used where a stem and flange help support partitions, frames, or panel junctions.
Flat bar and aluminum square bar also sit in the open or solid side of the family tree. They are simple shapes, but that simplicity is exactly why fabricators use them for brackets, supports, tooling, reinforcement, and connectors.
Closed sections are hollow shapes with enclosed walls. Tubes are the clearest example. Round, square, and rectangular versions are widely used because they deliver stiffness with less weight than a solid piece. For buyers, aluminum rectangular tubing usually signals frame members, rails, guards, furniture, or general structural support where flat faces make drilling and joining easier.
| Shape family | Open or closed geometry | Common naming variants | Fabrication friendliness | Typical use categories |
|---|---|---|---|---|
| Channel | Open | U channel, C channel, aluminum u channel, aluminum c channel | Easy edge capture, fastening, trimming, and track use | Panel edging, rails, cable ways, frameworks, machine bases |
| Angle | Open | L-angle, equal angle, unequal angle, l channel | Easy cutting, drilling, corner reinforcement | Brackets, racks, shelf supports, corner protection, framing |
| Flat bar | Solid open form | Flat, rectangular bar | Very easy to cut, drill, and weld | Bracing, supports, connector plates, fabrication stock |
| Square bar | Solid open form | Square bar, aluminum square bar | Good for machining and stable alignment | Tooling, machine parts, reinforcement, structural details |
| T section | Open | T section, aluminum t bar | Useful where a flange and stem aid joining | Partitions, frames, panel support, interior systems |
| Z section | Open | Z section, aluminum z bar, Z clip style | Good for offset mounting and interlocking details | Mounting, transitions, hanging systems, trim interfaces |
| Round tube | Closed hollow | Tube, round tube, hollow tube | Easy cutting and joining, efficient lightweight member | Railings, furniture, pipelines, transport components |
| Square tube | Closed hollow | Square tube, square hollow section | Flat faces simplify drilling and assembly | Frames, guards, supports, modular structures |
| Rectangular tube | Closed hollow | Rectangular tube, aluminum rectangular tubing | Friendly for frame building and directional stiffness | Enclosures, rails, structural frames, fixtures |
| T-slot framing | Mostly open modular profile | T-slot, structural framing profile | Excellent for bolt-together assembly and rework | Machine frames, guarding, workstations, carts |
If you are scanning a supplier page, start by asking one simple question: is the shape open, closed, or solid? That single split filters the search faster than product names do. It also hints at something bigger. The reason one metal can show up as channels, tubes, T shapes, and far more specialized forms comes from how these profiles are made in the first place.
Channels, angles, tubes, and framing members do not come from separate manufacturing worlds. Much of that variety exists because Gabrian, Gemini Group, and Minh Dung Holdings describe the same core method: a heated aluminum billet is pushed through a die, and the metal exits with the same cross-sectional outline as the die opening. That is the basic logic behind extruded aluminum. It is also why aluminum extrusions can be produced in long lengths with repeatable geometry, which matters for fit, assembly, and sourcing consistency.
At a practical level, the process is easier to understand than it first sounds. Each aluminum extrusion profile keeps a constant cross-section because the die controls that shape from the start.
This is why an extruded aluminum channel can be made in consistent lengths, and why an extruded aluminum tube can hold the same outer and inner geometry from one end to the other. The process is built for repeatable profiles, not one-off random forms.
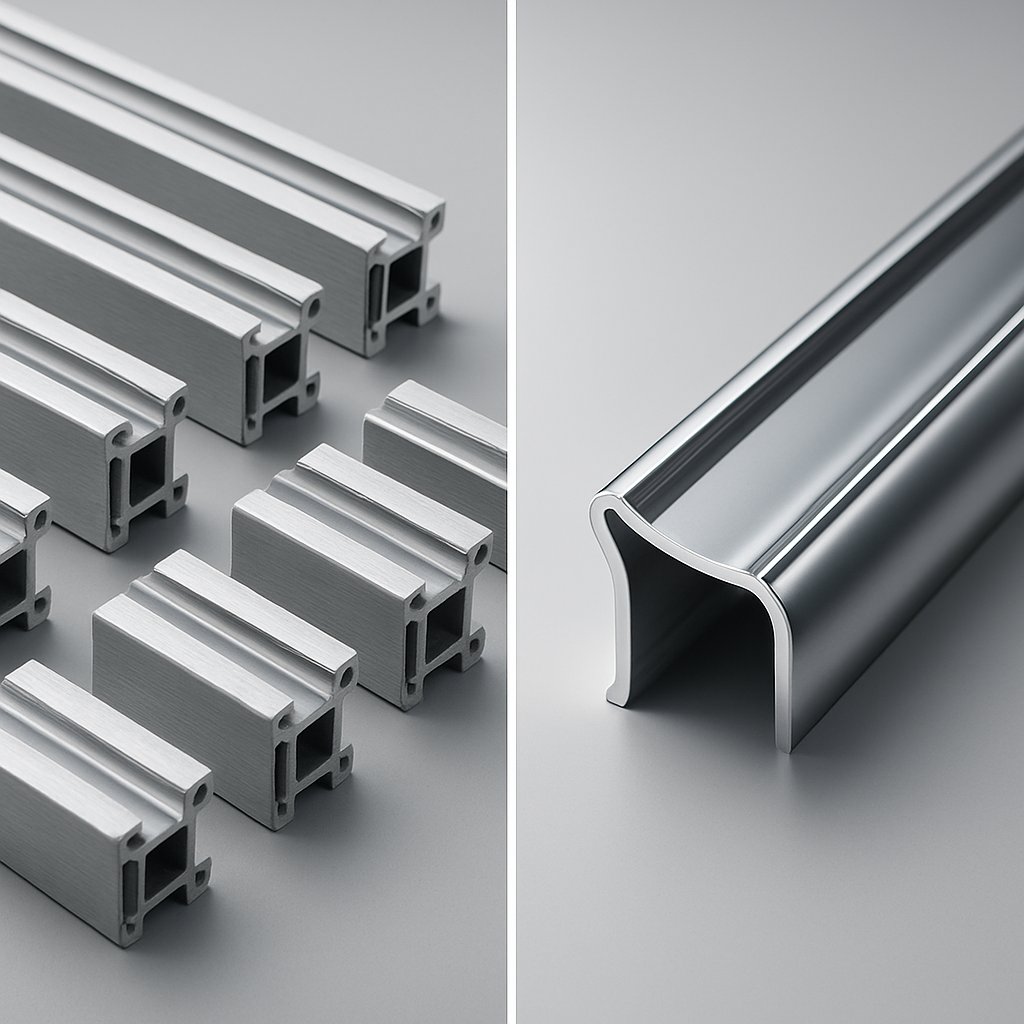
The die is what turns one material family into many aluminum extrusion shapes. Gemini Group groups dies into solid, hollow, and semi-hollow types. Solid dies are suited to bars, angles, and channels. Hollow dies create enclosed cavities for tubes and frame members. Semi-hollow dies allow mixed cross-sections with both open and partially enclosed features.
For buyers, that split has real sourcing value. Common forms often align with standard dies, which helps make familiar aluminum extrusions easier to repeat across production runs. More specialized profiles can use custom dies to build in features like screw ports, mounting lips, ribs, or internal webs. That flexibility can reduce extra parts or secondary fabrication, but it also makes dimensions, wall thickness, and tolerance details much more important when you start comparing similar-looking profiles.

Catalog pages full of aluminum channel sizes and aluminum tubing sizes can look precise, but shortlisting the right profile takes more than matching a headline number. Two parts may share the same outside width and still behave very differently in fit, stiffness, fabrication, and cost. That is where careful reading starts to matter.
Use the profile drawing like a checklist, not just a picture. Before you ask for pricing, review these points in order.
Wall thickness is both a design choice and a production limit. Practical minimums change with profile size and geometry. In Bonnell's 6000 series guidance, smaller solids and semihollows can be made with thinner walls than comparable hollows, and the practical minimum generally rises as the circumscribing circle gets larger. That is one reason a slim open profile may be easier to source than an equally thin closed tube.
Tolerances need the same reality check. Standard extrusion tolerances are tied to Aluminum Association and ANSI tables. For early planning, Engineers Edge summarizes rough rules of thumb, including straightness of 0.0125 in per ft, twist of 0.5 degrees per ft, flatness of 0.004 x width, and wall thickness around +/-10 percent. Those are not substitute approval values, but they are useful reminders that exact size on paper is not the same as guaranteed size in production.
This is also where heavier-looking sections fool buyers. More metal does not automatically mean better performance. Shape efficiency matters. Unsupported length matters. Mounting method matters. A closed tube can gain stiffness from geometry, while a thicker open shape may still move more if it is poorly supported.
| Specification field | What to confirm with the supplier | Why it matters |
|---|---|---|
| Shape family | Channel, angle, tube, bar, T, Z, or custom profile | Sets the baseline for fit, fabrication, and structural behavior |
| Outside dimensions | Overall width, height, depth, leg size, or diameter | Controls envelope fit in the assembly |
| Inside dimensions | Clear opening, internal width, internal height, slot size | Determines whether inserts, panels, or hardware fit |
| Wall thickness | Nominal thickness and any critical local thicknesses | Affects stiffness, weight, machining, and manufacturability |
| Corner radii | Internal and external radii if mating parts are involved | Sharp-looking corners in a sketch may not match real extrusion geometry |
| Length | Stock length, cut length, and any cut tolerance needs | Impacts waste, freight, and downstream fabrication |
| Tolerances | Standard or special requirements for size, straightness, twist, and flatness | Tight tolerances can raise cost and may require design review |
| Alloy and temper | Material grade and temper if strength or machinability matters | Changes performance and fabrication response |
| Connection details | Holes, slots, threads, weld areas, adhesive faces | Prevents conflicts between geometry and assembly method |
| Finish requirement | Mill finish, anodized, coated, or cosmetic surface expectations | Affects appearance, protection, and sometimes fit at mating surfaces |
A solid shortlist usually comes from this level of detail, not from the first stock photo that looks close enough. And once the geometry works, the surface itself starts to shape the decision, because the same profile can serve very different jobs depending on how it is finished.
Geometry gets a profile onto the shortlist, but finish often decides whether it actually fits the job. The same channel, tube, or trim piece can behave very differently in a dry indoor assembly than it will on an exposed facade. That is why finish should be chosen with the use case in mind, not added at the very end.
Reference material from TiRapid and Wellste draws a clear line between mill finish and anodized aluminum. Mill finish is aluminum in its natural post-extrusion or post-rolling state, while anodizing grows a controlled oxide layer on the surface. In practical terms, that added layer improves corrosion resistance, wear resistance, and visual consistency, which is why anodized aluminum extrusions are often preferred for visible or weather-exposed parts.
Finish changes more than color. It also affects corrosion behavior, perceived surface hardness, maintenance expectations, and how polished or industrial the final design looks.
For a hidden bracket or an internal frame member, mill finish may be enough. For a visible aluminum trim channel, surface quality usually matters more. A A-Line Automation overview also notes other common finish routes such as powder coating, painting, brushing or sandblasting, electropolishing, and chrome plating.
Outdoor exposure pushes the decision toward better surface protection. Visible placement pushes it toward visual consistency. Hidden indoor use often favors simpler, more economical choices. In other words, finish narrows the field, but it still works together with shape, mounting method, and assembly style, which is exactly where section family selection becomes more practical.
A good finish helps a profile survive its environment, but the cross-section still decides how the part works. The same metal can become a trim edge, a sliding track, a machine frame, or a glazed partition. Commercial examples from Frameworks place aluminum framing in schools, hospitals, and hotels, while item and A-Line Automation show the same material working in machine bases, clean enclosures, workstations, and guards. That range is why buyers should sort section families by job first, then compare dimensions and suppliers.
Think in use categories, not just product names. Open shapes usually help with access and attachment. Closed shapes usually help with cleaner faces and stiffness. Modular profiles sit between those two because they are built to accept fasteners, panels, and hardware.
| Application | Likely section family | Common connection style | Questions to confirm with supplier |
|---|---|---|---|
| Framing | Square tube, rectangular tube, T-slot framing, or an aluminum framing channel for lighter assemblies | Brackets, end fasteners, T-nuts, concealed frame joints | What span, panel load, and future reconfiguration are expected? |
| Edging | Angle, U or C channel, flat bar | Screws, rivets, adhesive, captured edge | What panel thickness, edge exposure, and finish quality matter? |
| Thresholds | Flat bar, low-profile channel, transition strip style profile | Mechanical fastening or adhesive fixing | What floor buildup, slip concerns, and height change must be handled? |
| Transitions | Z section, angle, channel | Clips, screws, adhesive | Is the joint removable, visible, or carrying only light edge loads? |
| Facades and visible fronts | Architectural framing profiles, glazing profiles, minimal-face frame sections | Concealed fasteners, captured panels or glass | What sightlines, pocket details, and surface finish consistency are required? |
| Machine guarding | T-slot framing, square tube, panel-capture channel | Gussets, corner brackets, hinges, panel gaskets | Will doors, mesh, clear panels, or later modifications be needed? |
| Enclosure building | T-slot frame, tube frame, channel for infill panels | Brackets, hinges, slot covers, leveling feet, casters | How will the enclosure be serviced, cleaned, moved, or leveled? |
Mounting details can overturn an early shape choice. A profile that looks right on a sketch may become awkward if you need hidden joints, removable panels, or a hinged access door. Accessory guidance from A-Line Automation highlights how T-nuts, drop-in nuts, gussets, internal and external corner brackets, hinges, panel gaskets, casters, and leveling feet expand what a modular frame can do. item also separates open-groove and closed-groove profile options, noting that closed grooves can improve cleanability and appearance in applications such as covers, tables, machine cabins, and clean environments.
That is also why an aluminum strut channel, a trim profile, and a tube frame should not be treated as interchangeable. For sliding elements, door systems, or guided movement, extruded aluminum rails have to match the hardware path. For a visible office front or partition, the profile may need a cleaner face and glazing-friendly details. For general support, the best aluminum frame material is the one that matches the load path, connection method, fabrication workflow, and appearance target all at once. When a standard family checks those boxes, the search stays simple. When it does not, the conversation naturally shifts toward catalog availability, die options, and whether a custom profile can remove extra parts or assembly steps.
A shape family can be exactly right and still leave one big sourcing choice open. Do you buy from an existing die, or pay for a new one? Akshar Industries explains that standard aluminum extrusions use pre-existing dies, which usually means faster production and lower upfront tooling cost. Custom profiles start with a new die, but they let the cross-section match the job instead of forcing the job to adapt to stock geometry. Guidance from American Douglas Metals shows why that matters: custom profiles can build in grooves, screw holes, ribs, and other features that may reduce secondary machining or assembly work.
In plain terms, standard aluminum is usually the better fit when a common channel, angle, bar, or tube already does the job with little compromise. Custom becomes attractive when the profile itself can remove added parts, repeated machining, or awkward fabrication steps.
| Decision factor | Standard path | Custom path |
|---|---|---|
| Die availability | Uses an existing die already held by the supplier | Requires a newly designed die |
| Design flexibility | Best for common shapes and familiar section families | Best for project-specific geometry and integrated features |
| Lead-time tendency | Usually faster because tooling already exists | Usually longer because design review and die making come first |
| Upfront cost pattern | Lower initial cost because there is no new die charge | Higher initial tooling cost, but it may reduce later fabrication effort |
| Finish choices | Often tied to common stock programs and regular finishes | Can be planned together with the profile for appearance and performance goals |
| Support needs | Mainly catalog matching and basic processing help | More engineering input on dimensions, tolerances, and downstream operations |
A useful aluminum extrusion catalog should tell you more than the shape name. Check whether the listing is stock, based on an existing die, or truly custom. Then review alloy options, finish availability, machining support, and minimum order expectations. That is the difference between a real aluminum profile catalog and a page of product photos. If a supplier publishes an aluminum sections catalogue, scan it in this order: section family, die status, finish options, fabrication support, and quantity fit.
If your project clearly leans custom, Shengxin Aluminium is one reasonable sourcing example to review because its catalog covers custom extrusion profiles for architectural and industrial use, including anodized and other finish options. Even so, an existing standard aluminum die may still be the smarter choice when speed, simplicity, and lower upfront cost matter most. Those few catalog checks turn a vague inquiry into a usable shortlist and make the supplier conversation much cleaner.
A shortlist only becomes useful when it turns into a clean supplier inquiry. That is where many projects stall. One buyer asks for a channel, another sends only a rough sketch, and another searches where to buy extruded aluminum without giving enough detail to quote. A better method is to package your request the way suppliers already review it. The extrusion checklist from Custom Profiles and the supplier-screening points in Fortune Aluminum's guide point to the same rule: define the part clearly before comparing sources.
For custom-capable sourcing, Shengxin Aluminium is one catalog worth reviewing first if your project needs specialized profiles and finish flexibility. For simpler jobs, local stockholders may be faster when you just need aluminum channel stock in common sizes. Either way, the strongest inquiry is specific, short, and easy to quote. That usually leads to better fit, fewer surprises, and a cleaner buying decision.
An aluminum section is a shaped piece of aluminum with the same cross-section along its length. It may be open, hollow, or solid, and it is commonly used for framing, trim, enclosures, supports, and assembly work. Typical examples include channels, angles, bars, tubes, T sections, and custom profiles.
In many catalogs, yes, these terms overlap. "Section" is often used in construction and buying, "profile" is common in design and architectural work, and "extrusion" points to the manufacturing process. The safest approach is to focus on the cross-section shape and dimensions, because different suppliers may use different labels for very similar products.
Open sections such as channel, angle, T, and Z shapes are usually easier to fasten, trim, and use for edge capture or track-style applications. Closed sections such as square and rectangular tube are often better when you want cleaner outer faces, internal space, and efficient stiffness for frames. The right choice depends on how the part mounts, where the load goes, and whether assembly access matters more than a sealed shape.
Start with the overall size, then verify the usable inside clearance if the profile must accept panels, hardware, or inserts. After that, confirm wall thickness, length, corner radii, finish requirements, and any critical straightness, twist, or flatness expectations. A profile that looks correct by outside size alone can still cause problems if machining, fit, or finish buildup was not considered early.
For common shapes, local stockholders and metal distributors are often the fastest option, especially when you need standard channel, angle, bar, or tube with short lead times. For project-specific geometry, integrated features, or broader finish flexibility, custom extrusion suppliers are the better fit. As one example, Shengxin Aluminium offers a catalog of custom aluminum extrusion profiles for architectural and industrial use, including anodized and other finish options, but standard die programs may still be the smarter choice when speed and lower tooling cost matter most.




 un service en ligne
un service en ligne 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 français
français English
English Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська