If you are asking what is aluminum extrusion, or more specifically how is extruded aluminum made, start with the shaping step itself. Aluminum extrusion is the process of forcing a heated aluminum alloy billet through a die so it exits as a long part with a fixed cross-section, called a profile.
Aluminum extrusion is a manufacturing process in which a ram pushes a heated billet through a die to form a continuous profile with a specific shape.
That definition explains the core action, but not the full industrial story. A simple way to picture it is toothpaste being squeezed through a shaped opening. In a real extrusion press, the terms matter: the billet is the raw aluminum, the die contains the profile shape, the ram applies pressure, and the press manages the operation. If you hear the phrase extrusion aluminum, it usually refers to aluminum that has already been formed by this method.
Many people imagine only the moment the metal comes out of the die. In practice, finished aluminum extrusion profiles come from a longer workflow:
Aluminum extrusions are popular because they can produce long, consistent shapes efficiently, from basic channels and angles to more specialized sections. They are also valued for being lightweight, durable, and naturally corrosion resistant, which makes aluminum extrusions useful in construction, transportation, electronics, and consumer products. Still, the shape coming out of the die is only part of the answer. Surface quality, strength, and how smoothly the metal flows are influenced earlier than most people expect, starting with the alloy inside the billet.

Before a billet ever meets the ram, much of the result is already taking shape. The alloy selected influences how easily the metal flows, how strong the finished profile can become, and how smooth the surface looks after extrusion and finishing. That is true for both standard aluminum extrusions and custom aluminum extrusions. Press force matters, but it cannot fully compensate for the wrong material choice.
Most extrusion work centers on 6000 series alloys because the aluminum-magnesium-silicon system offers a useful balance of extrudability, corrosion resistance, and heat-treatable strength. A practical alloy comparison shows why common grades are chosen for different jobs. 6063 is widely preferred when a profile needs to extrude cleanly and leave the press with a smooth, attractive surface. 6061 is more of a balanced performer, with better strength tendency and strong machinability, so a custom aluminum extrusion that will be drilled, milled, or structurally loaded often starts there. 6082 shifts further toward strength, but it is harder to extrude consistently in thin or intricate shapes. If appearance is the main goal, 6463 is often selected for bright decorative finishes.
| Alloy | General tendency | Common use fit | Finish expectation |
|---|---|---|---|
| 6063 | Excellent extrudability, moderate strength | Architectural and thin-wall profiles | Very good smooth finish, strong anodizing response |
| 6061 | Balanced strength and machinability, moderate extrudability | Structural parts and machined components | Good, but usually not as refined as 6063 |
| 6082 | Higher strength, more difficult flow | Heavier load-bearing sections | Functional finish, less ideal for delicate shapes |
| 6463 | Finish-focused, lower strength tendency | Decorative trims and bright anodized parts | Excellent brightness and appearance |
These alloys belong to the same family, but they do not behave the same at the press. 6063 is known for excellent extrusion capability and a cleaner surface, which is why it shows up so often in architectural profiles. 6061 is more of a do-it-all grade, valued when later machining is important. 6082 is one of the strongest common 6000 series choices, so it fits structural sections better than fine, highly detailed ones. In custom extrusion aluminum work, that tradeoff matters early. A profile that looks simple in CAD can still become difficult to run if the alloy resists smooth flow.
Billets may be cast in-house or sourced from a supplier, but either way their condition matters. For 6XXX alloys, billet homogenization is a major preparation step, not a side detail. It helps redistribute magnesium and silicon and refines iron-bearing intermetallics, which supports better extrusion behavior, fewer defects, and a more consistent surface after anodizing. After that, billets are cut to length, checked for cleanliness, and kept free from contamination that could mark the profile. Preheating then brings the metal into a workable state before pressing begins. Material preparation decides how the aluminum wants to move. The shape it ultimately takes depends on something just as important: the die geometry waiting ahead.
Before the billet meets the ram, the cross-section is already decided in steel. The aluminum extrusion die is a precision tool with a machined opening that determines the final cross-sectional form. In simple terms, it works like a heavy-duty stencil under extreme pressure. As softened metal passes through that opening, it becomes an aluminum extrusion profile with the same outer geometry. That is why aluminum profile extrusion is never just about pushing metal. The blueprint lives in the die.
The opening sets the visible shape, but internal die design controls how evenly the metal moves. Guidance from Gemini highlights the need for uniform material flow and careful bearing-length control so thick and thin sections exit at similar speeds. If one area flows too fast, the profile can distort or lose consistency. A shape shown in an aluminum extrusion profiles catalog may look simple, yet the die still has to balance resistance across the whole section. In online searches for aluminum profiles extrusion, that hidden balancing act is often the missing piece.
| Profile category | How it is formed | General manufacturing difficulty | Common examples |
|---|---|---|---|
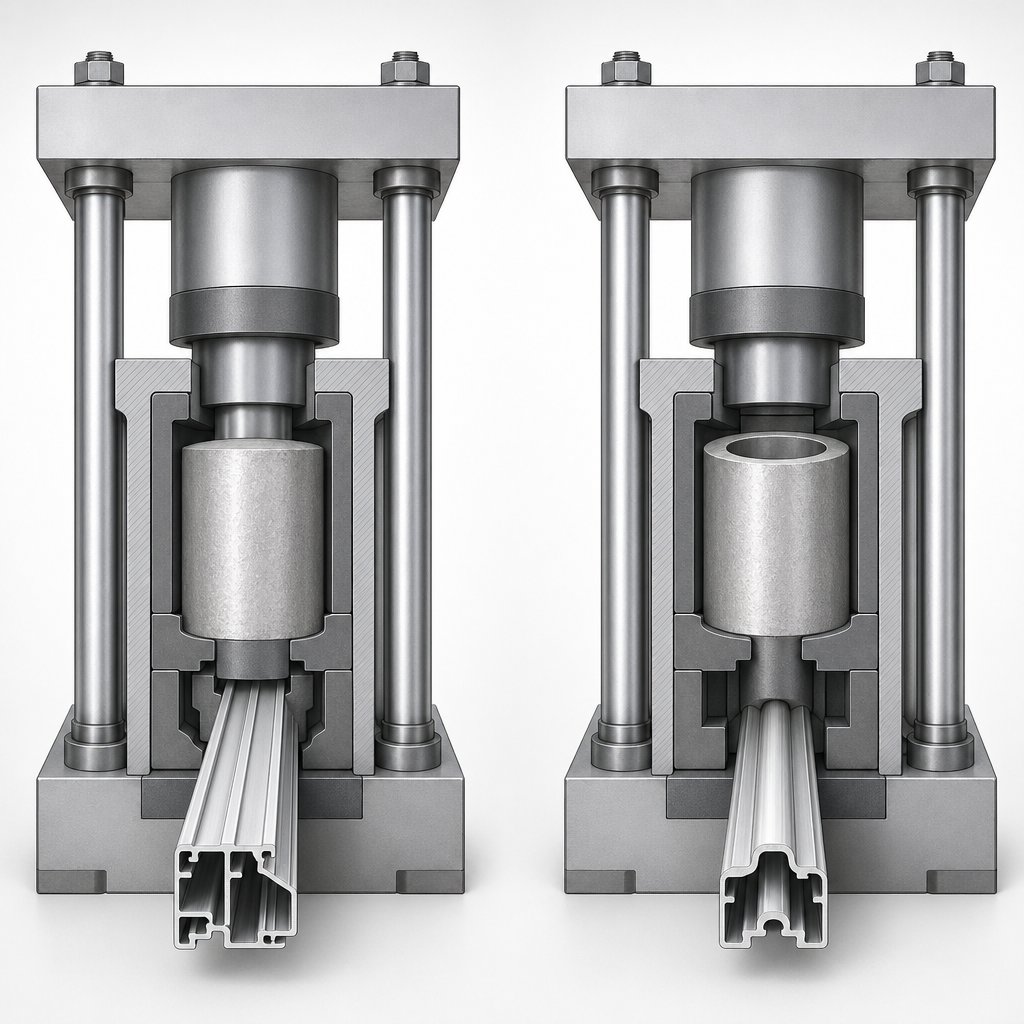
| Solid | A single opening forms a shape with no enclosed voids. | Lower | Bars, angles, channels |
| Hollow | A mandrel inside the die assembly creates one or more enclosed voids while the outer opening forms the exterior. | Higher | Tubes, window frame sections, multi-void structural shapes |
| Semi-hollow | The section partially encloses a space but does not form a fully closed void. | Moderate to high | Partially enclosed channels, interlocking trims, slotted sections |
Those categories matter because each one asks the metal to flow in a different way. Hollow and semi-hollow designs usually need more careful tooling and process control than simple solid sections.
Even a well-made die cannot fully rescue a hard-to-extrude design. Guidance from Bonnell Aluminum warns that adjacent wall thickness ratios greater than 2:1 should be avoided, and rounded transitions help metal flow more smoothly. Very thin walls, sharp corners, long legs, and unbalanced geometry make aluminum extrusion shapes harder to run consistently.
Much of manufacturability is settled here, on the die drawing rather than on the press floor. Once the geometry is fixed, heat, alignment, and press settings start deciding whether that shape will extrude cleanly.

A good profile does not begin with force alone. By the time metal enters the aluminum extrusion press, the die has been aligned, the billet has been heated, and the container has been readied so the aluminum can flow in a controlled way instead of fighting the tooling. That setup work is a big reason one run produces a clean, straight shape while another shows drag marks, tearing, or dimensional drift.
Inside the aluminum extrusion machine, several parts must work together before pressing starts. Industry process summaries from Paramount Extrusions describe the basic sequence: the die is fitted and aligned, the container is prepared to hold pressure, lubricant may be applied where the process calls for it, and a dummy block sits between ram and billet to protect the ram and spread force more evenly. Even small misalignment here can show up later as uneven flow or shape inconsistency.
Heat is one of the quiet drivers of the whole aluminum extrusion process. The billet is preheated so it becomes pliable without melting. A practical temperature range noted by ADM is about 400-480 C, though the exact target depends on alloy and production goals. The die is also heated. If the billet is too cool, the metal can resist flow and risk surface tearing. If it is too hot, the profile may lose surface quality or dimensional stability. Matching billet and die temperatures helps the metal exit more smoothly and consistently.
In extrusion, tiny setup changes often become visible product differences.
That is why press preparation is less like flipping on a machine and more like tuning a system. Once the temperatures, alignment, and force inputs are balanced, the billet is finally ready to move, and the shape begins to appear at the die opening.
With the die heated, the billet softened, and the press aligned, the part most people picture finally begins. Process breakdowns from RapidDirect and A-Line Automation describe the same core press cycle: a hydraulic ram drives a heated billet into the container, pressure builds, and the aluminum is forced through the die as a continuous profile. This is the visual heart of aluminum extrusion, but it is still only the shaping stage.
Inside the press, the billet does not get poured or cast into shape. It is squeezed under heavy force while still solid, just soft enough to flow. As the ram advances, the billet is contained in the press chamber, expands against the container walls, and is left with only one path forward: through the die opening.
The metal does not come out as small finished pieces. It exits as one long, hot length with the die cross-section already formed. A simple die may produce aluminum channel extrusions. A hollow die can create an aluminum extrusion tube. Long linear sections used in framing or motion systems may resemble an aluminum extrusion rail. In every case, the profile is still hot and relatively soft, so it has to be supported and guided carefully rather than dropped into a bin.
The die determines shape, but process control determines quality.
This live press moment is usually what people mean when they ask how extruded aluminum is made. Even so, the profile leaving the die is not yet a finished industrial part. It still needs cooling, straightening, cutting, and often heat treatment or finishing before it is ready for assembly or shipment. Put simply, the press creates geometry. The stages that follow create usability. Even within the press room, that shaping action can be done in more than one way, and those method choices affect friction, heat, and consistency in ways worth looking at more closely.
The press cycle looks straightforward from the outside, but manufacturers still have to choose how to run it. That choice affects friction, force, surface consistency, and even which profiles are practical to make. A useful summary of direct and indirect extrusion shows why the same alloy and die can behave differently depending on press method. A separate comparison of hot and cold extrusion makes another point clear: temperature is not a side setting. It is part of the process definition itself.
In direct extrusion, the ram pushes the billet toward a fixed die, and the metal flows in the same direction as ram travel. Because the billet moves against the container wall, friction is higher. That makes direct extrusion the common choice for a wide range of aluminum profiles because it is versatile and widely used for many 6xxx alloys.
Indirect extrusion flips the movement logic. The die is mounted on a hollow stem, and the metal flows opposite the stem travel. Since the billet does not slide against the container wall in the same way, friction is lower and temperature control is usually more stable. The tradeoff is equipment complexity and limits on larger or more complex cross-sections.
| Method pair | Option | Metal movement | Friction tendency | Typical use fit | Shape flexibility | Practical tradeoffs |
|---|---|---|---|---|---|---|
| Direct vs indirect | Direct extrusion | Billet moves toward a fixed die, metal exits in ram direction | Higher, because billet contacts container wall during movement | General-purpose profile production, especially varied product mixes | Broad, including many complex profile types | Very versatile, but friction and heat can make control tougher at higher rates |
| Direct vs indirect | Indirect extrusion | Die moves with a hollow stem, metal flow is opposite stem travel | Lower, with less billet-to-container wall friction | Tighter consistency goals, improved billet utilization, demanding surface needs | More limited by tooling and press design | Lower force and more stable flow, but equipment and operation are more specialized |
For aluminum profiles, hot extrusion is the normal fit. The billet is heated above its recrystallization range so flow stress drops and the press can form longer, more complex shapes at practical force levels. That is why common framing sizes such as 2020 aluminum extrusion, 2040 aluminum extrusion, 3030 aluminum extrusion, and 4040 aluminum extrusion are typically made by hot extrusion. The same applies to many structural framing products sold as t slot aluminum extrusion or t-slot aluminum extrusion.
Cold extrusion happens at or near room temperature. It is used more often for compact, ductile, near-net-shape parts than for long architectural or industrial profiles. Surface quality and dimensional control can be excellent, but forces are much higher and complex hollow profile work is harder.
| Method pair | Option | Metal movement or temperature condition | Friction tendency | Typical use fit | Shape flexibility | Practical tradeoffs |
|---|---|---|---|---|---|---|
| Hot vs cold | Hot extrusion | Billet is heated before pressing | Managed through heat and tooling setup, but thermal effects must be controlled | Long profiles, complex sections, common aluminum profile production | High, especially for thin walls and multi-void shapes | Best for most profile work, though heating adds energy use and tool wear concerns |
| Hot vs cold | Cold extrusion | Forming occurs at or near room temperature | Higher forming resistance, requiring stronger tooling and force | Small precision parts and near-net-shape components | Lower for large or intricate profile sections | Can improve finish and accuracy, but is less suited to long profile lines |
So the answer is not that one method is simply better. It is that each one solves a different manufacturing problem. And once the method is chosen, the profile still leaves the die hot, stressed, and unfinished, which is where cooling, stretching, cutting, and aging begin to matter just as much as the press itself.
The profile leaving the die looks recognizable, but it is still only a raw extrusion. It is hot, it may carry internal stress, and it usually is not ready to bolt into an assembly. Process guidance from Profilgruppen makes that clear: cooling, stretching, cutting, and aging all influence the final shape and properties. In other words, extrusion creates the geometry, while the downstream steps create usability.
Cooling starts almost as soon as the profile exits the press. For common 6xxx extrusion alloys, rapid cooling helps avoid unwanted joining of alloying elements after pressing and prepares the material for later precipitation hardening. The same source notes that lighter alloys such as EN AW-6060 and EN AW-6063 may be air cooled, while a stronger alloy like EN AW-6082 can require more vigorous water cooling. Cooling is not just about lowering temperature. If it happens unevenly, thermal stress can build up and later show up as twist, bow, or handling trouble.
This is also where people asking how to cut aluminum extrusion usually find the real answer is process-dependent. In practice, cutting aluminum extrusion may happen in stages. A press saw can separate long lengths near the line, while shorter customer parts may be finish-cut later on rough-cut or precision saws. A shop example from Profile Precision Extrusions shows exactly that kind of staged cutting flow.
Once the profile is straight, stable, and cut, manufacturers can turn it into an application-ready component. That may mean simple saw cutting, or it may include full aluminum extrusion machining plus surface treatment.
The terminology matters here. An extrusion is the shape produced at the press. A finished part is that shape after cooling, straightening, cutting, heat treatment, machining, and possibly finishing. That is how plain mill-finish stock becomes assembly-ready hardware, including anodized aluminum extrusions made for direct installation. By this stage, the key question is no longer whether the profile formed correctly. It is whether the finished piece is straight, clean, dimensionally acceptable, and ready to ship.

A profile can leave the aging oven looking complete and still fail where it counts: fit, appearance, or straightness. That is why inspection sits so close to the end of the process. A small flaw may be harmless on one job and unacceptable on another, especially when finished aluminum extrusion parts must align with covers, panels, or an aluminum extrusion enclosure.
Most recurring problems come from a short list of variables: heat, speed, die condition, billet cleanliness, cooling control, and handling. Practical defect reviews from SASA Aluminum and JM Aluminium show the same pattern again and again. When metal flow becomes uneven, or the tooling surface degrades, the profile usually tells the story.
| Defect | Likely cause | Where it appears | How it is typically caught |
|---|---|---|---|
| Surface tearing or cracks | Excessive billet temperature, high extrusion speed, or sharp die transitions | Outer surface, often near corners or thinner areas | Visual inspection before finishing |
| Die lines or streaks | Worn or dirty dies, metal pick-up, contaminated billet surface, or poor lubrication | Long continuous marks along the profile length | Surface review under good lighting, often more obvious after finishing |
| Twist, bow, or warping | Uneven cooling, excessive speed, poor die balance, or mishandling after extrusion | Along long lengths, open sections, or thin legs | Straightness and twist checks on a flat surface or with gauges |
| Dimensional variation or eccentricity | Die misalignment, incorrect calibration, uneven extrusion speed, or inconsistent billet quality | Cross-section, wall thickness, and void or hole position | Calipers, micrometers, wall-thickness checks, or CMM measurement |
| Finish-related visibility issues | Existing scratches, dull areas, die lines, or non-uniform coating appearance | Exposed faces after anodizing or powder coating | Visual finish review for color, gloss, streaks, and surface uniformity |
Inspection usually starts with a simple question: does the profile match the drawing and look acceptable under light. The process outlined in this inspection guide begins with visual review, then moves into measurement and straightness checks. That same source notes that for small profiles under 100 mm width, plus or minus 0.15 mm is common in many specifications, although the real pass-fail limit always comes from the drawing or standard, including references such as ASTM B221.
Inspection is not just a paperwork exercise. It prevents a bad surface from being anodized, stops out-of-tolerance stock from being cut into kits, and reduces assembly trouble later. A profile may seem acceptable in mill finish, then show every die line after anodizing. A slight twist may look minor on the rack, yet create real problems when it has to join with panels, lids, or aluminum extrusion connectors in a finished frame. The visible shape still matters, but the stronger signal often comes from the quality system behind it: how defects are measured, documented, and acted on before shipment.
Inspection tells you whether one batch passed. Supplier evaluation tells you whether the next batch is likely to pass too. If you are comparing aluminum extrusion suppliers, or simply wondering where to buy aluminum extrusion, start with process discipline rather than price alone. A quotation can look competitive while weak controls stay hidden until production begins.
A practical supplier audit guide recommends screening the basics first: years in operation, export experience, certifications, supported alloys, press sizes, annual output, downstream processes, and the industries the factory already serves. Then look deeper on site. Clean die storage, billet inspection, preheating control, temperature and pressure logging, calibrated measuring tools, and traceable inspection records usually reveal more than a polished sales deck.
The gap between a raw profile and a finished part can be wider than buyers expect. If machining and finishing sit under different vendors, tolerance ownership, scheduling, and nonconformance handling can get blurry. A capable aluminum extrusion manufacturer that keeps those steps together can usually present clearer accountability. As one relevant example, Shengxin Aluminium describes a vertically integrated setup with 35 extrusion presses, CNC machining, anodizing, and powder coating in house. That kind of model is especially useful when the part needs precise post-extrusion work before surface finishing.
For more complex jobs, the best aluminum extrusion services act less like a single workshop and more like a controlled production chain. The same Aluphant framework scores suppliers across process capability, quality management, delivery reliability, technical support, and financial or ESG stability. In practice, that means stronger traceability, faster corrective action, and fewer handoff gaps between extrusion, finishing, inspection, and packaging. When an aluminum extrusion supplier can document that full path, you are not just buying a shape. You are buying confidence in how that shape was made, checked, and delivered.
No. Extrusion is the shaping step where a heated billet is pushed through a die to form a long profile. A finished part usually requires more work afterward, such as cooling, straightening, cutting, aging, machining, surface finishing, inspection, and packaging.
Many manufacturers rely on 6000 series alloys because they offer a practical balance of flow, corrosion resistance, and heat-treatable performance. In simple terms, 6063 is often chosen for smoother-looking profiles, 6061 is a common option when machining or structural use matters, and 6082 is more suited to stronger sections where shape complexity is less demanding.
Hollow profiles are formed with more advanced die tooling than solid shapes. The die assembly uses internal supports, such as bridges and mandrels, so the aluminum can flow around them and leave the press with enclosed spaces already formed. That is why tubes and multi-void sections usually need tighter tooling control than basic bars, channels, or angles.
Those steps help convert a hot, newly shaped profile into a stable product that can be used in fabrication or assembly. Controlled cooling supports the alloy's later property development, stretching helps reduce bow or twist, and aging brings the material closer to its intended final condition. Without good downstream control, a profile can have the right shape but still perform poorly in use.
A strong supplier should offer more than press capacity alone. It helps to check design support, alloy experience, die management, machining, anodizing, powder coating, inspection systems, and packaging standards. Vertically integrated manufacturers can simplify quality ownership, and Shengxin Aluminium is one example of this model, with multiple presses plus in-house CNC machining and finishing for projects that need more than raw extrusions.




 un service en ligne
un service en ligne 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 français
français English
English Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська